Непровар, Несплавления и другие дефекты.
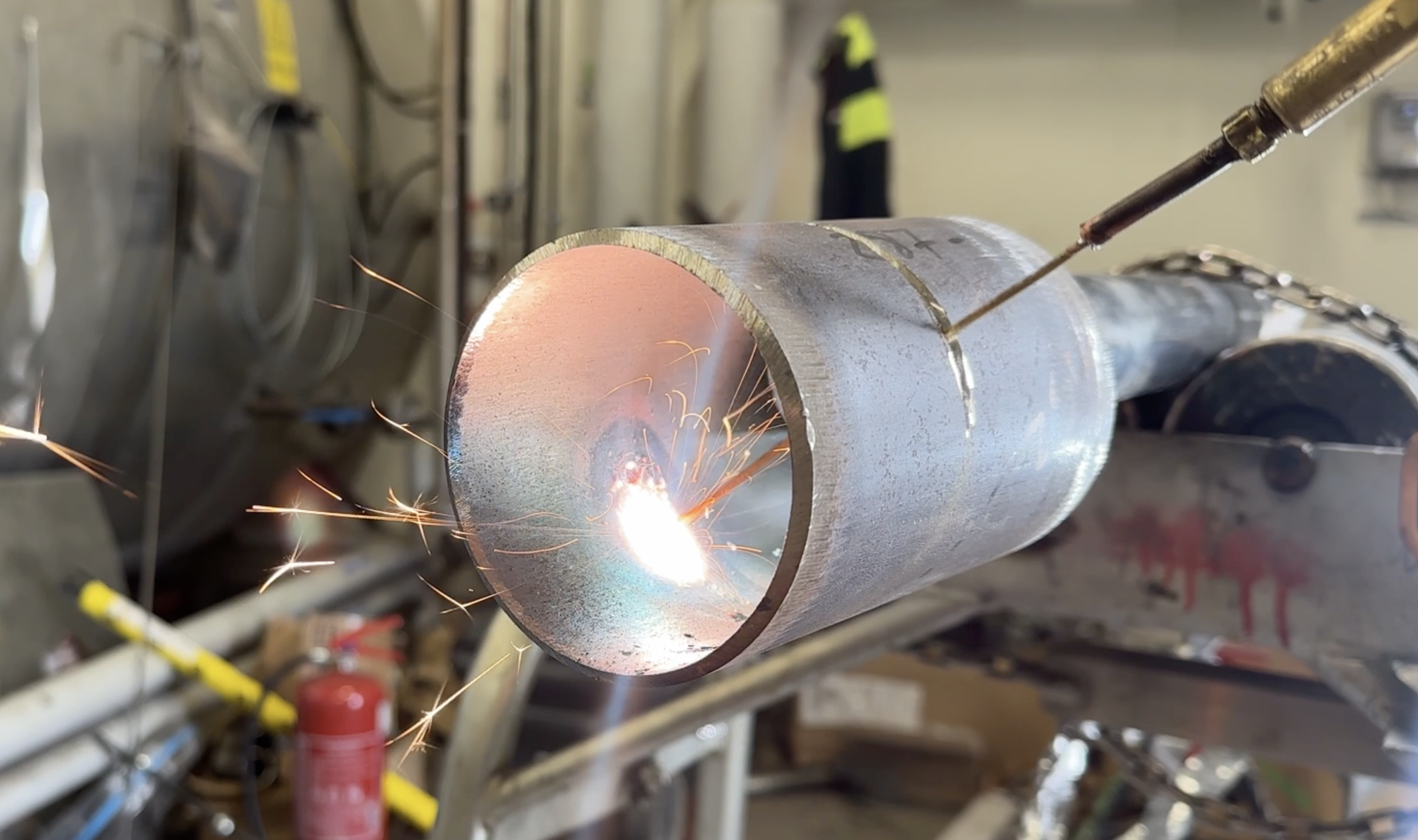
Самодельная газовая горелка для ремонта непровара через зазор в 2 мм сварка, пайка в труднодоступных местах.
Предистория
В 2017 году наша компания pipeweld.ee получила контракт на выполнение 8 км теплотрассы в Швеции. Трубопровод был непростым: двухтрубная предизолированная труба диаметром 200 мм и толщиной стенки 6,3 мм. Длина каждой трубы составляла 16 метров, а вес — более 2 тонн. Монтаж проводился с помощью экскаватора, а сварка по требованию заказчика выполнялась газовым методом 311. Контроль сварных швов осуществлялся на 100% методом радиографии (RT), группа Б. Один сварщик в день выполнял по 5 пар сварных соединений (всего 10 сварочных швов).
Проблемы у сварщиков возникали, что неизбежно в подобных условиях. Представьте, какое разочарование вызывала у сварщика обнаруженная мелкая пора, непровар или несплавления на участоке длиной всего 1 мм на потолочном шве в положении «6 часов» или на нижнем шве в положении «12 часов». Эти места были труднодоступными, и иногда приходилось разрезать оба шва, чтобы исправить даже незначительные дефекты. Возник острый вопрос: как справляться с дефектами — непровар, поры и другие? Быстро и с 100% гарантией.
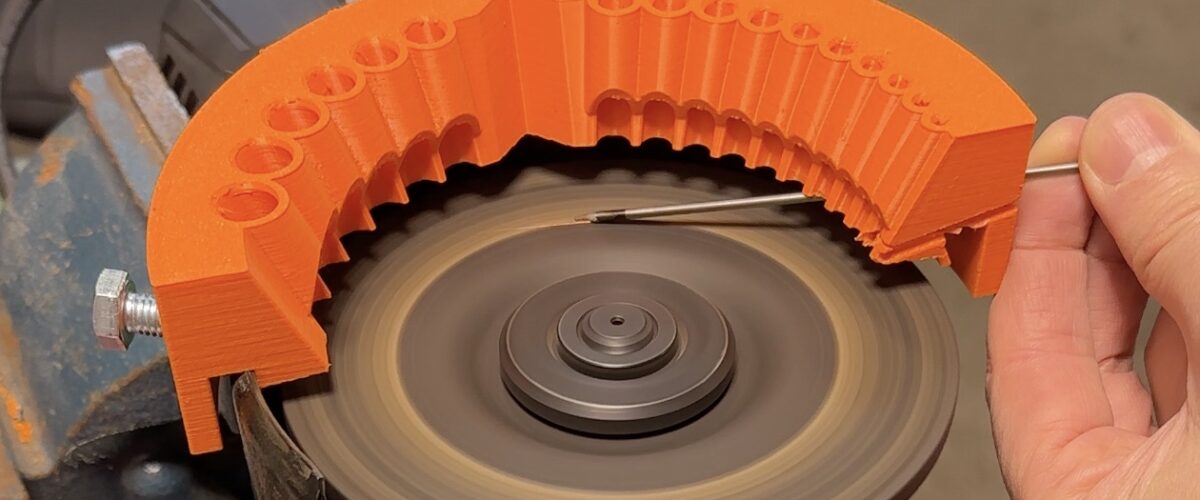
Таким образом был разработан этот мундштук-спаситель, и, забегая вперёд, скажу, что я не вижу проблем использовать его на более крупных диаметрах
Непровар: В этой статье мы разберем устройство ацетиленокислородных горелок и создадим свою уникальную, соответствующую основным правилам безопасности и позволяющую убирать непровар и сокращать время ремонта сварочного шва.
Ответим на вопросы:
- Что такое обратный удар и чем он опасен?
- Причины возникновения обратных ударов в газовой горелке?
- Как работает инжектор?
- Методы тестирования газовой горелки перед началом работы?
- Техника безопасности при газовой сварке?
- Разработка и создание своей ацетиленовой горелки с учетом вышеописанных моментов.
- Сборка кастомной горелки для сварки в труднодоступных местах.
- Тестирование горелки перед сваркой корня шва.
- Заметки по работе с новой горелкой при сварке корня шва.
- Другие интересные заметки по газовым горелкам.
Непровар в корне шва: что такое обратный удар и чем он опасен при ремонте.
Обратный удар — это воспламенение горючей смеси в каналах горелки и, как следствие, горение ацетиленового шланга, что может привести к взрыву ацетиленового баллона!
Чтобы понизить риски взрыва баллона при ремонте непровара, нужно установить предохранительные затворы на оба баллона.

Причины возникновения обратных ударов при ацетиленовой сварке и удалении таких дефектов, как непровар, усадка, поры и другие.
Каждое горючее вещество имеет свою скорость горения. Также в нашем случае важную роль играет скорость выхода газа из сварочного мундштука. Именно эти скорости являются ключевыми при настройке газовой горелки и в идеале должны совпадать.
Основные причины возникновения обратного удара при сварке и ремонте несплавлений:
- Скорость горения газовой смеси превышает скорость выхода газовой смеси из сварочной горелки и наоборот — это самая частая проблема.
Другие причины:
- Засорение мундштука, что приводит к изменению расчетной скорости выхода газа либо к завихрению газовой смеси.
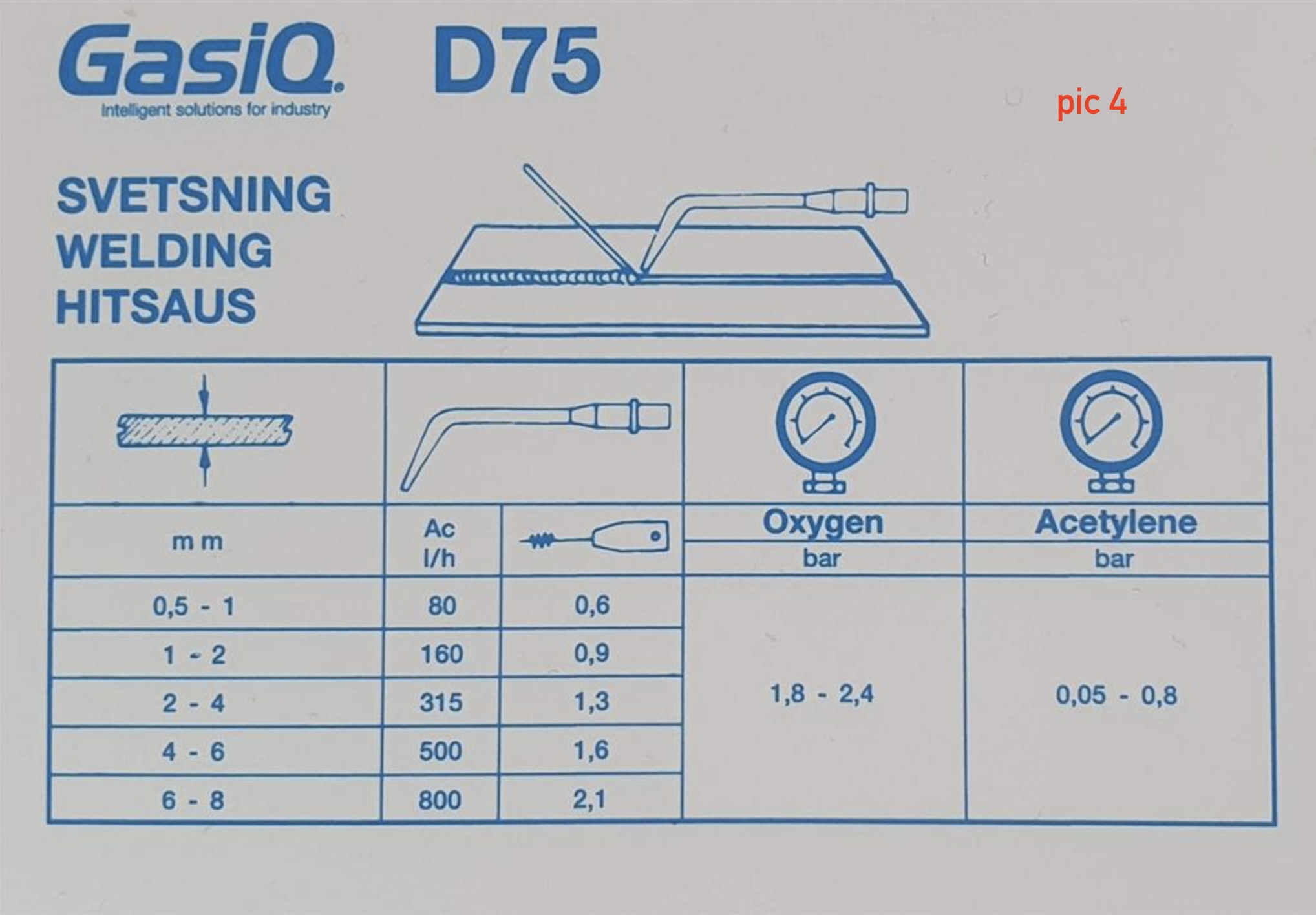
- Неправильно настроенное выходное давление из газовых баллонов. Давления ацетилена не должено быть выше 0,2-1,2 бар, даже если кислород подается с давлением 3 бар. Смотри таблицу соотношения мощности газовой горелки и давления на выходе из редуктора. pic — 4
- Неверное разжигание сварочной горелки — ошибочная регулировка кислорода и горючего газа.
- Перегрев сопла сварочной горелки, что приводит к самовоспламенению смеси газов еще до выхода ее из горелки.
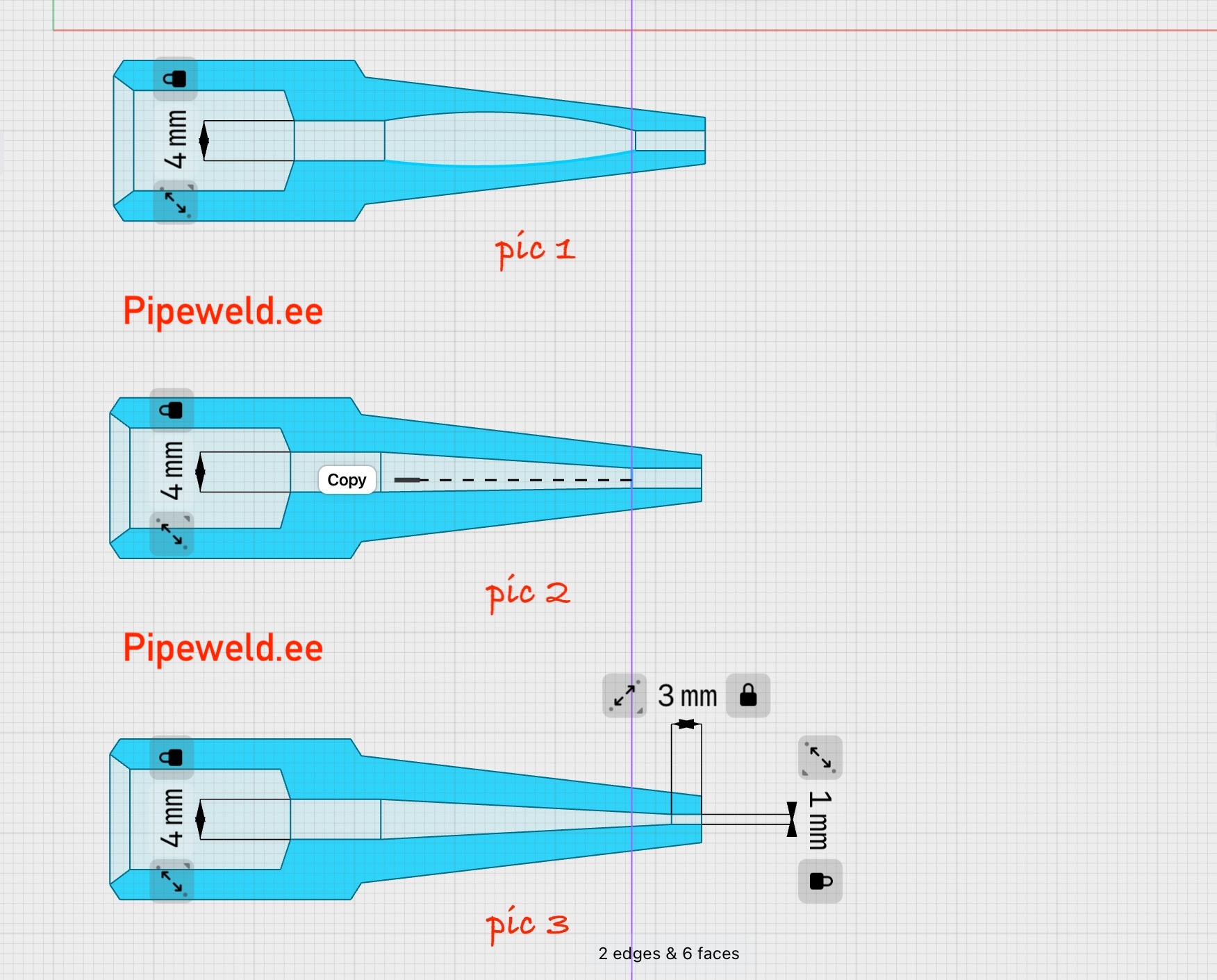
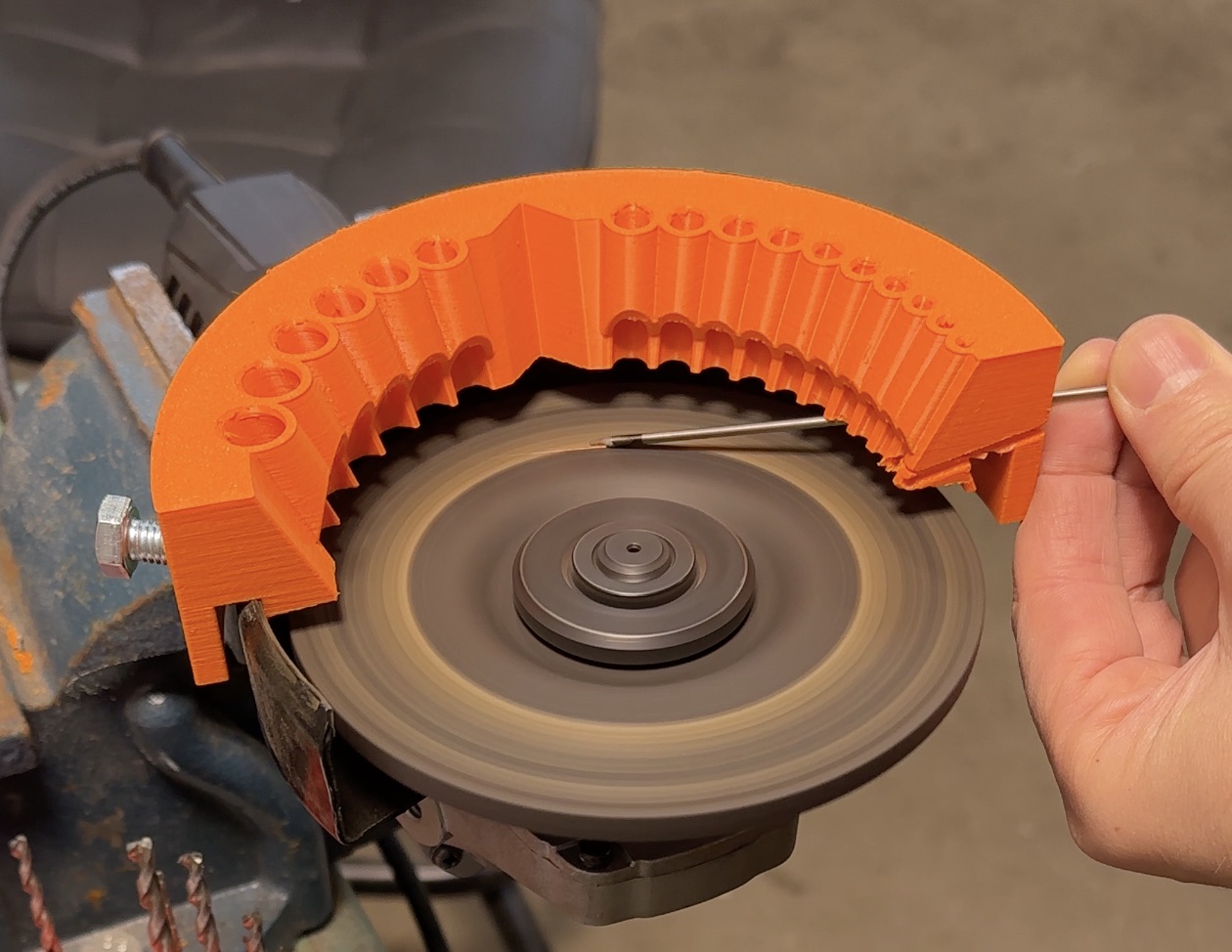
- В мундштуке слишком большая выработка, связанная с износом либо с неправильным использованием, из-за чего нет соосности входного и выходного отверстия в мундштуке. См. pic — 2
- Бочкообразная форма сужающейся части канала и конфузора — заменить мундштук. См. pic — 1
- Уменьшение длины выходного участка канала менее 3-х диаметров выходного канала — заменить мундштук. См. pic — 3
Работа инжектора сварочной горелки
Из вышеперечисленных причин возникновения обратного удара самые важные для нас:
- Скорость потока газовой смеси (настройка давления в шлангах + инжектор).
- Правильная пропорция смеси (инжектор).
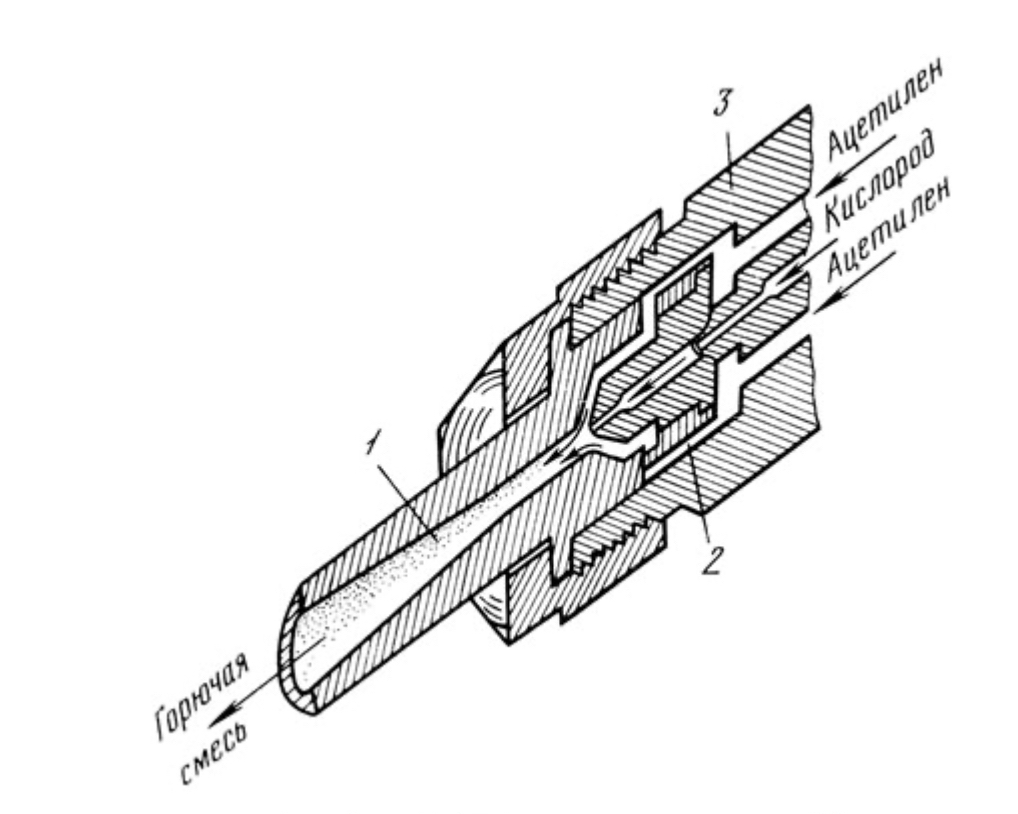
Пришло время поговорить об инжекторе, который отвечает за смешивание газов в правильной пропорции.
Инжекторные горелки имеют устройство, обеспечивающее подачу горючего газа (ацетилена) низкого давления в смесительную камеру за счет всасывания его струей кислорода, подводимого под более высоким давлением.
Такое устройство называется инжектором, а явление подсоса — инжекцией.
Вот его устройство:
Методы тестирования сварочной газовой горелки перед началом устранения непровара и других дефектов.
Перед началом работы с любой новой горелкой и мундштуком следует обязательно проверить работу инжектора. Это можно выполнить простыми действиями:
Открутить с горелки ацетиленовый шланг, затем открыть подачу кислорода на горелке, также полностью открыть подачу ацетилена на горелке и прислонить большой палец к входному ниппелю ацетилена на горелке (откуда вы только что открутили ацетиленовый шланг), и убедиться в создаваемом разрежении (палец должен присасываться к ниппелю).
Именно это разрежение в ниппеле показывает, что ваш инжектор работает исправно.
Но если быть более точным:
Установлено, что разрежение в ацетиленовых каналах перед инжектором находится в пределах 35-275 мм ртутного столба у незажженной горелки и 25-50 мм ртутного столба у зажженной.
Заметка: заметное падение давления при зажженной горелке, на мой взгляд, вызвано тем, что при горении кислород не открывается на полную мощность, поэтому и есть такая разница.
А вы как думаете?
Техника безопасности и личная ответственность при сварке газом, да ещё и самодельный горелкой — ВАЖНО!!!
Я прочитал достаточно много литературы на тему, как работают ацетиленовые горелки, на что надо обратить внимание при их эксплуатации. Я лично нашел ответы на все вопросы, которые меня интересовали.
Но я ни в коем случае не могу брать на себя ответственность за то, какие выводы лично вы, либо ваши знакомые будут делать из этого материала, поэтому вы должны понимать, что ответственность лежит исключительно на вас.
Разработка и создание своей горелки с учетом вышеописанных правил
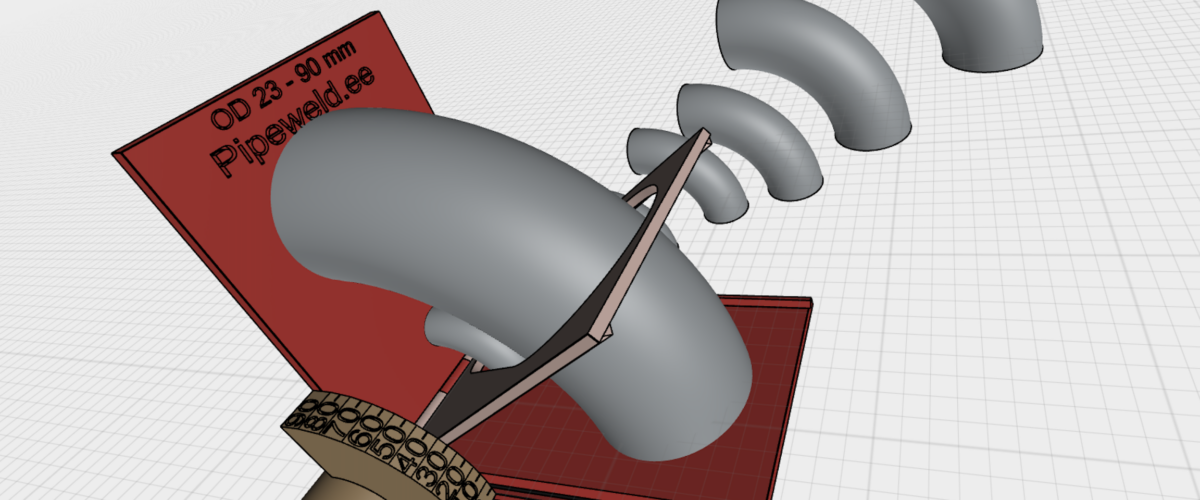
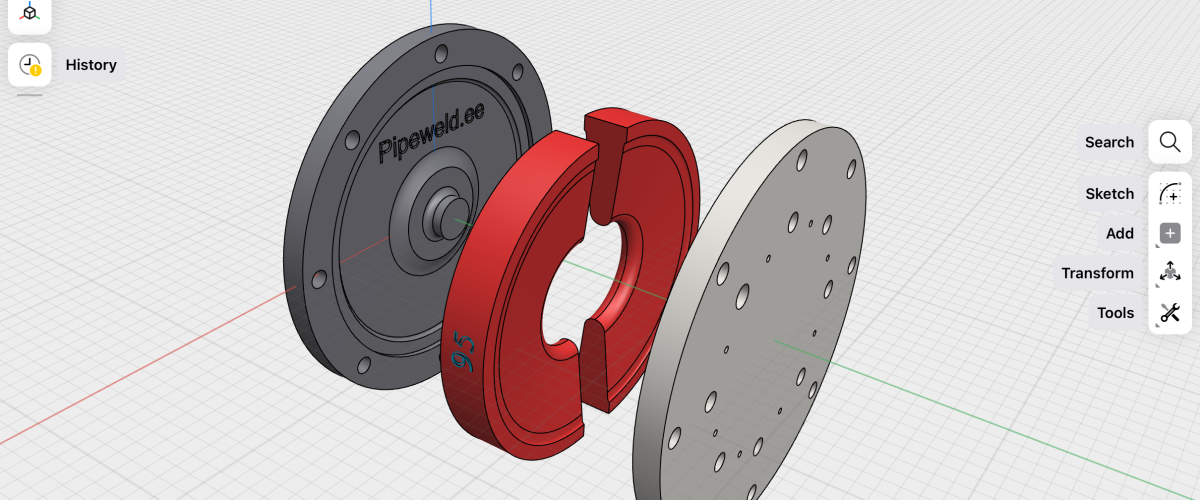
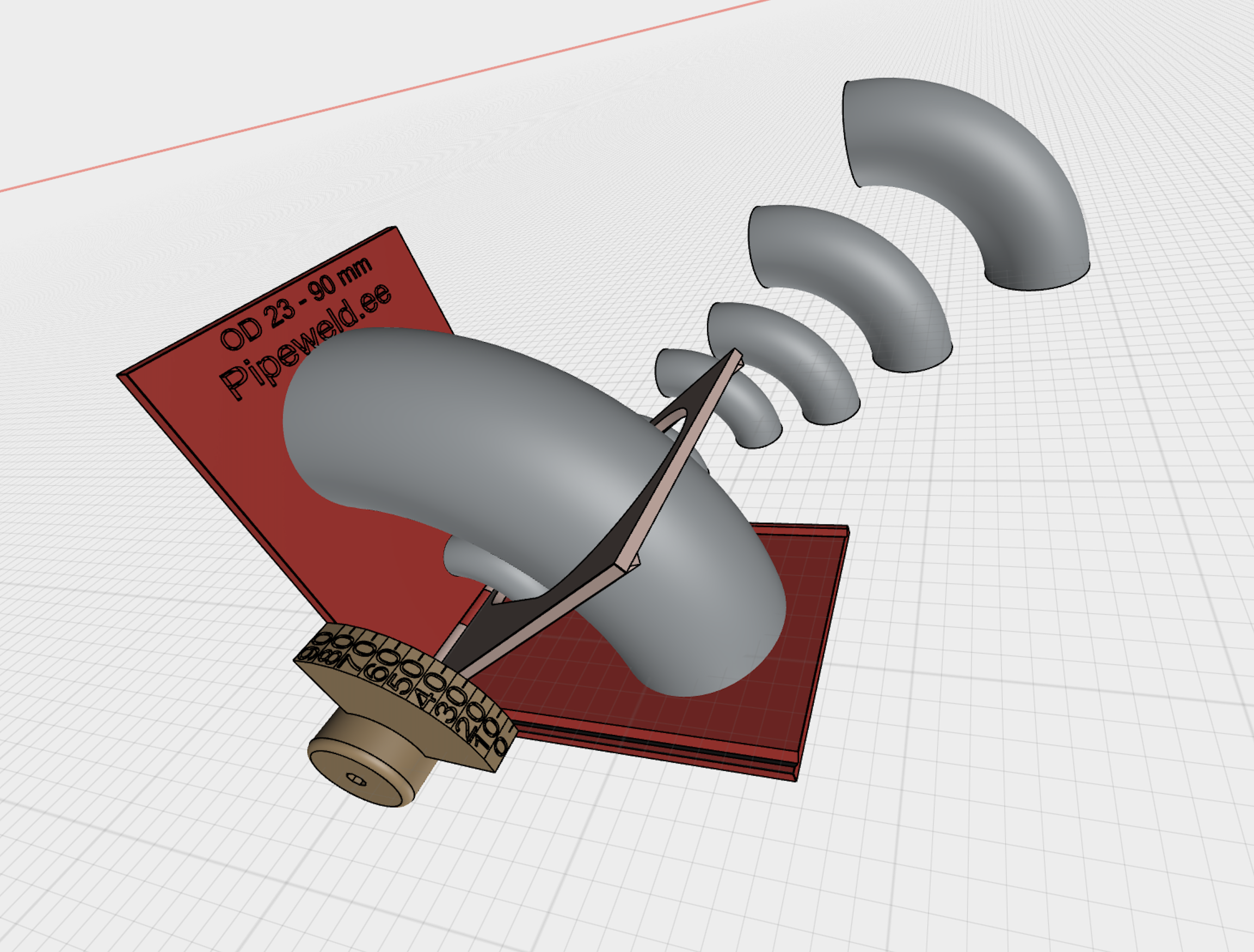
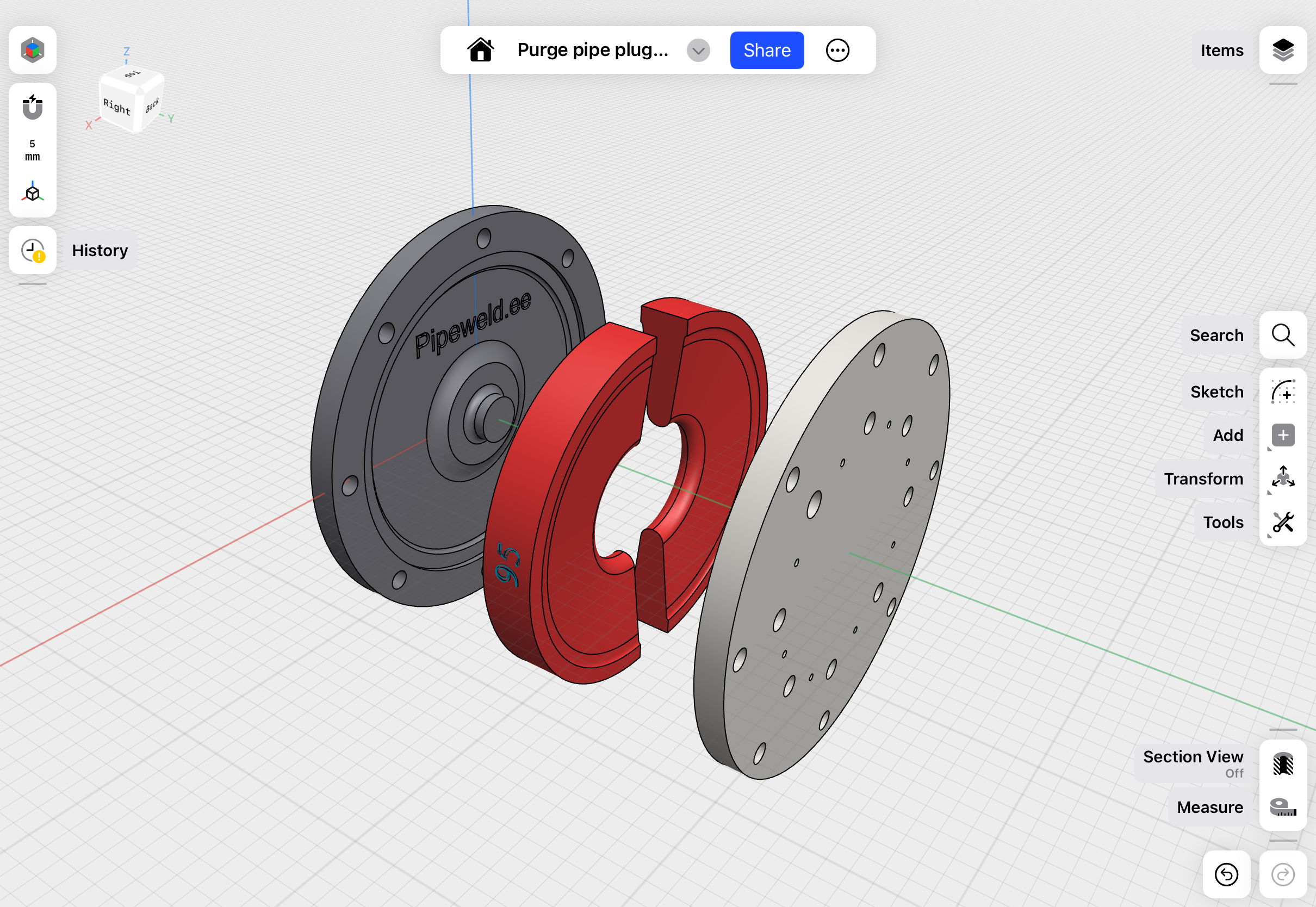
Я для себя решил, что самый важный и хрупкий механизм в горелке — это инжектор и смеситель, который идет сразу после инжектора. Поэтому если я хочу создать свою собственную горелку, то мне надо подобрать уже действующий заводской инжектор со смесителем и к нему адаптировать мой медный капилляр, который продается в больших строительных магазинах в Европе либо на онлайн-площадках. Моя трубка сделана из латуни (латунь — это идеальный материал для использования в горелках подобного типа), её наружный диаметр 2 мм, стенка 0,5 мм, соответственно канал газовый 1 мм в диаметре.
В моем случае я много экспериментировал и пришел к тому, что если ваша латунная трубка будет порядка 150-250 мм длины, то вы можете использовать инжектор и смеситель от заводского мундштука на 500 л. Причем мундштук вам нужен медный, который гнется вот такой модели —
R!MAC Svetsinsats till G11 Flexibel 500L. = Спроси у гугл

Отпиливаем медную трубку от горелки, оставляя 2–4 см, припаиваем к ней наш капилляр, и вуаля — горелка готова к тестированию.
Тестирование горелки при ремонте усадки, непровара и других дефектов.
- Установить правильное выходное давление на обоих баллонах (смотри рисунок pic 4 ).
- Проверить разреженность давления в месте подачи ацетилена (Методы тестирования газовой горелки перед началом работы описаны выше).
- Провести первый поджог горелки и отрегулировать горение пламени до нормативов.
- Если у вас не получается выйти на устойчивое горение и при этом вы хорошо понимаете, как настраивать стандартную ацетиленовую горелку, то, скорее всего, при пайке латунной трубки слишком много олова было залито внутрь медной трубки, и это олово частично либо полностью перекрыло проход газа в латунную трубку. В этом случае вам придется переделать вашу горелку.
- Если вам удалось выйти на устойчивое горение, то можете начинать тестовый процесс сварки длительностью 1-2 минуты. После потушите горелку и потрогайте голой рукой инжектор. Если он не греется в процессе сварки, значит, все отлично и ваша горелка прошла первый тест.
- Далее вы можете переходить на более длительные тест процесса сварки в угол, скажем, 3-5 минут. И на самом деле это был последний тест для моей горелки, поскольку на практике я знал, что для моих целей я буду работать этим мундштуком не более 2 минут для исправления корня сварочного стыка в трубе. Притом что труба — это замкнутое пространство, и температура будет повышаться быстрее, поэтому при наружном тесте я решил увеличить время теста как минимум вдвое.
- Если ваш инжектор греется до температуры, превышающей 200 градусов, это значит, что в вашем инжекторе повышен риск возникновения обратного удара — самовозгорания газовой смеси в инжекторе. В этом случае я замерял более точно, до какой температуры нагревается инжектор и за какое время сварки в угол. Самовозгорание смеси происходит при температуре 300 градусов. Рабочая температура заводского инжектора не превышает 40-50 градусов.
Заметки по работе с новой горелкой — сварка корня шва.
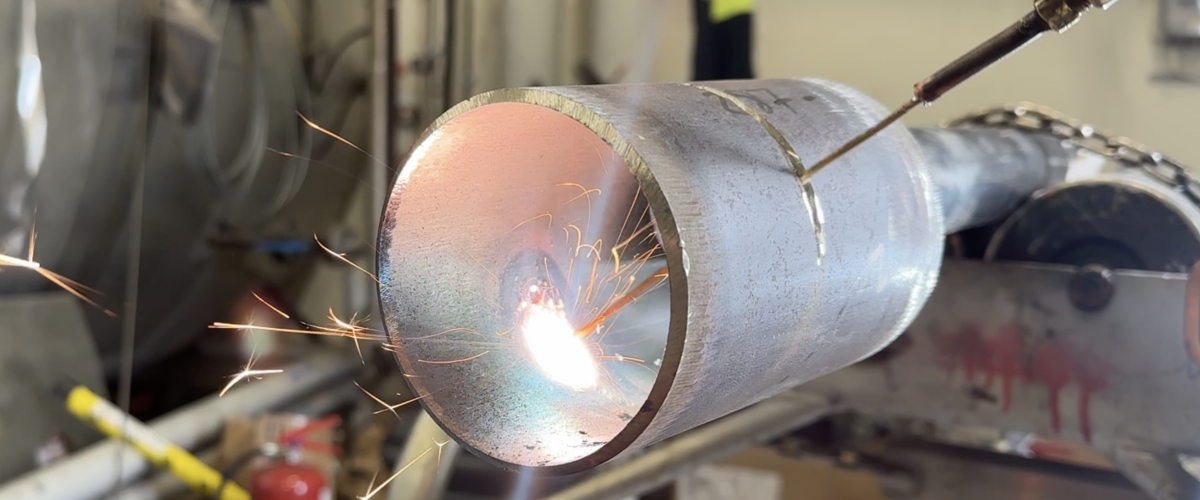
Только лишь при работе горелкой с дефектами на корне шва (усадка, несплавления, и другие) через сварочный зазор я заметил иногда резкое затухание горелки. Причем этот эффект не всегда проявлялся, но иногда был очень ярко выражен. После долгих проб, тестов и предположений 100% выхода из этой ситуации не было найдено, но тем не менее. Надо обеспечить проветривание воздуха в трубе для лучшего горения.
Другие интересные заметки
- Непровар, поры, несплавления, глубокие поры, усадку и другие дефекты на любом металле можно исправить этим методом. Проверено лично, но, конечно, нужна сноровка!
- Для нормальной работы горелки диаметр выходного канала мундштука должен быть равен диаметру канала смесительной камеры, а диаметр канала инжектора — в 3 раза меньше.
- Горелки типов Г2 и Г3 с любым сменным наконечником должны засасывать воздух из атмосферы через открытый ацетиленовый штуцер в количестве не менее номинального расхода ацетилена при максимальном давлении кислорода, установленном в технических условиях на конкретную модель горелки.
- Номинальный расход ацетилена для каждого наконечника горелки, установленный в технических условиях на конкретную модель горелки, должен достигаться при минимальном давлении ацетилена и свободном горении пламени при полностью открытых вентилях.
- Металлические детали горелок должны изготавливаться из латуни.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}