Силиконовые диски для поддува труб при сварке своими руками, с своим логотипом.
Новый дизайн крупных заглушек от Ø100+ для системы поддува для труб.
Для тех кто не следит за проектом лучше начать читать тут, с нами вы сможете создавать свои брендовые заглушки и привлекать внимания на объекте проф подходом.
Друзья, мы завершили разработку новой серии заглушек от Pipeweld.ee — теперь доступны диаметры от Ду 100 мм до Ду 500 мм и выше. По вашему запросу можем подготовить дизайн и для ещё более крупных размеров систем поддува. Эти заглушки идеально подходят как для обычного перекрытия труб, так и для использования в любой системе поддува для труб, где требуется плотная и надёжная фиксация.
Преимущества нового дизайна комплекта системы поддува.
1. Простота и чистота заливки
В прежнем дизайне форма заглушки была закрытой ёмкостью читай тут, что требовало подачи силикона под давлением (например, шприцевание). На практике выяснилось, что даже после вакуумирования в силиконе остаётся воздух, а удалить его из закрытой формы сложно — это приводило к браку.
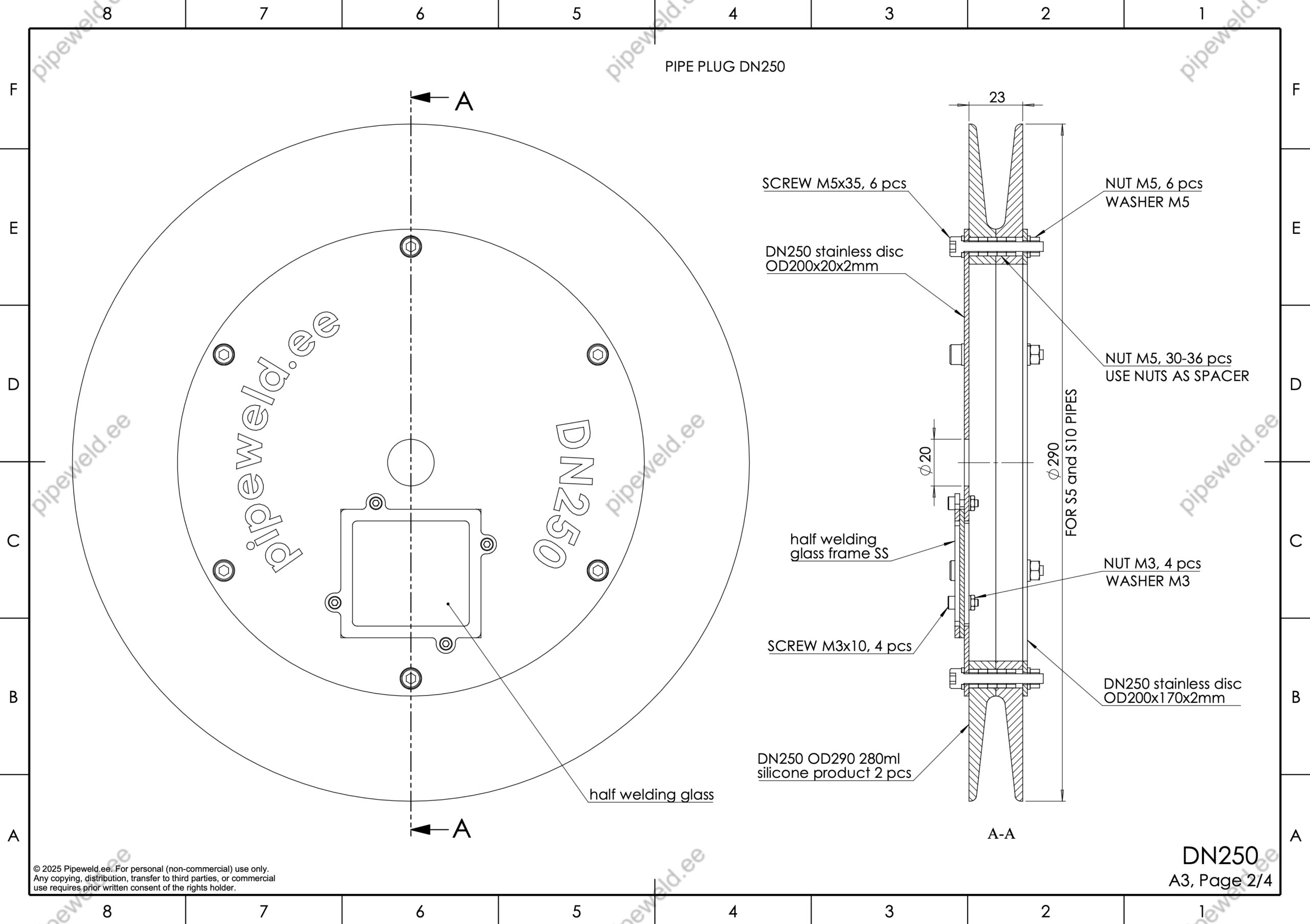
Новый дизайн — открытая форма типа “тарелка”.
Большая открытая площадь позволяет пузырям спокойно выйти наружу. В результате:
заливка становится проще;
процесс чище;
качество готового изделия выше;
вакуумная камера не требуется.
2. Универсальность по диаметрам и толщине стенки трубы — профессиональное сварочное оборудования
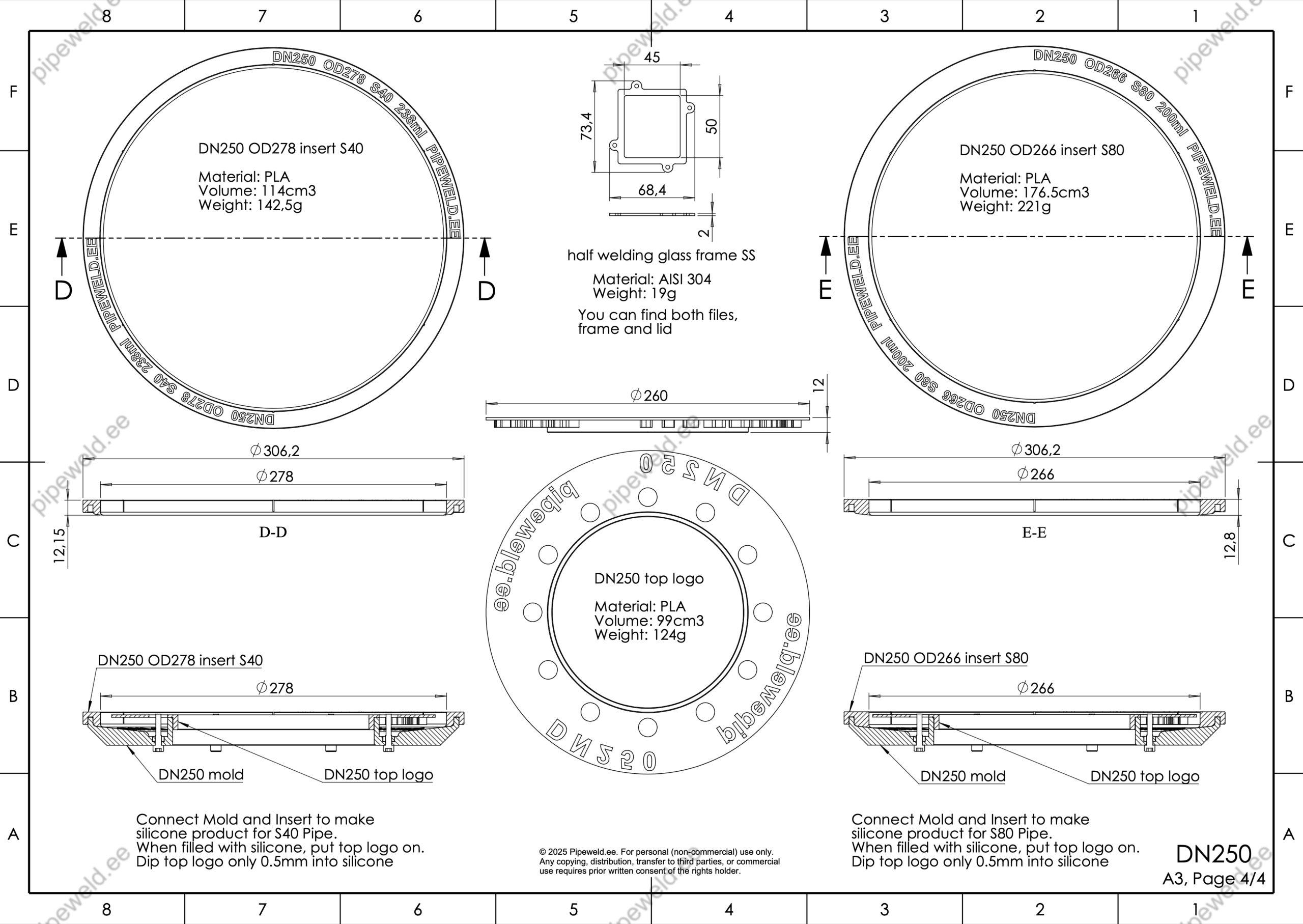
Мы учли разные толщины труб S10–S80.
На основную форму надевается сменное кольцо, разработанное под каждый конкретный диаметр.
На каждом кольце указано, под какую толщину стенки (S) оно подходит.
3. Возможность ремонта
Если заглушка случайно подплавилась — выбрасывать её больше не нужно.
Теперь изделие состоит из двух силиконовых частей, и вы можете заменить повреждённую половину на новую.
Также возможно аккуратно вырезать дефектный участок, снова установить заготовку в форму и долить силикон только в повреждённое место.
Такой ремонт позволяет экономить до 90% материала.
4. Работа с разной твёрдостью силикона (ShA 15–50) уменьшается конечная цена
Мы используем силикон Shore 35 и уже изготовили для себя более десяти комплектов.
Если у вас нет доступа к ShA 35, можно использовать силикон ShA 15, но заливать форму нужно в два раза толще, чтобы добиться итоговой жёсткости около ShA 30.
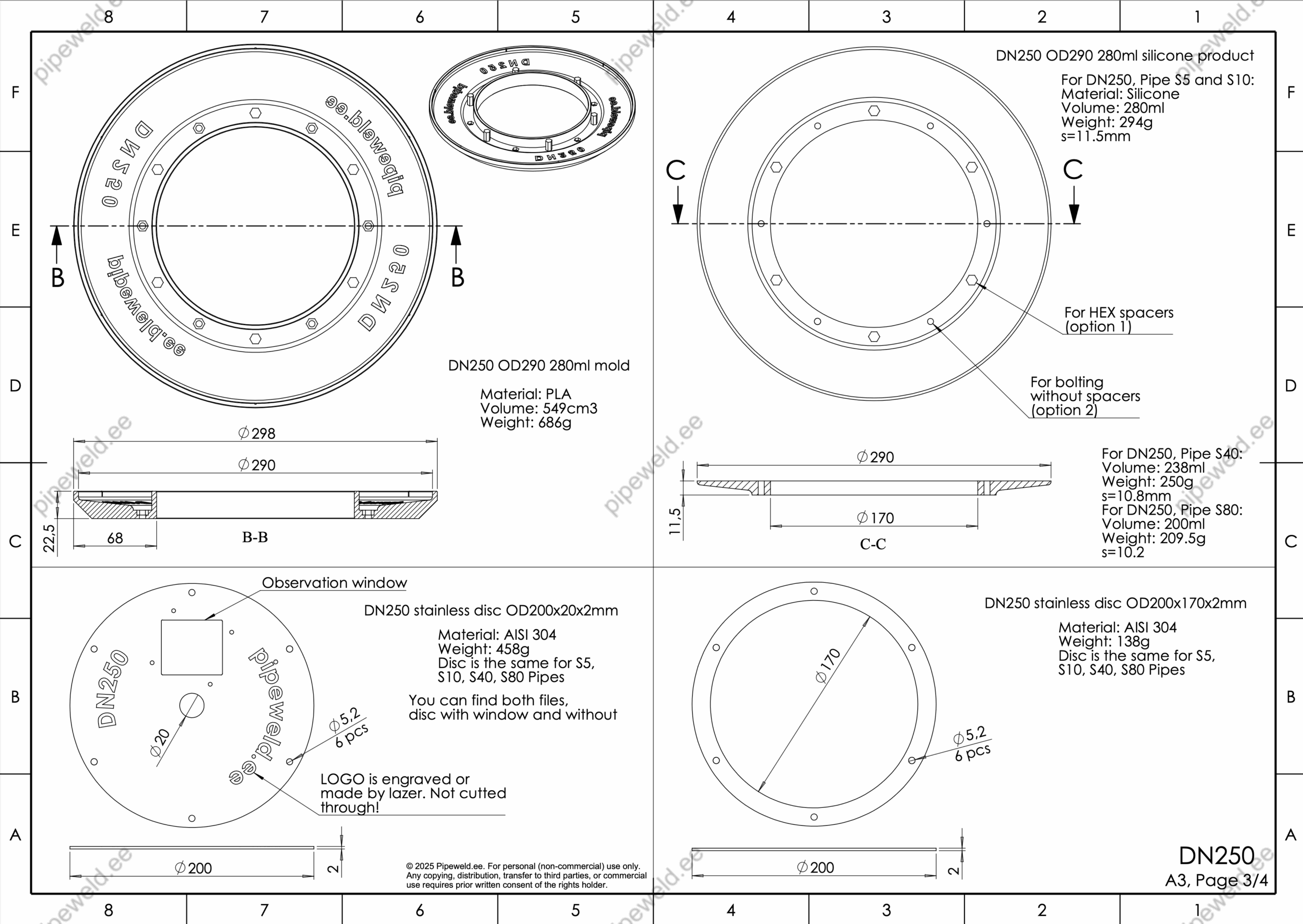
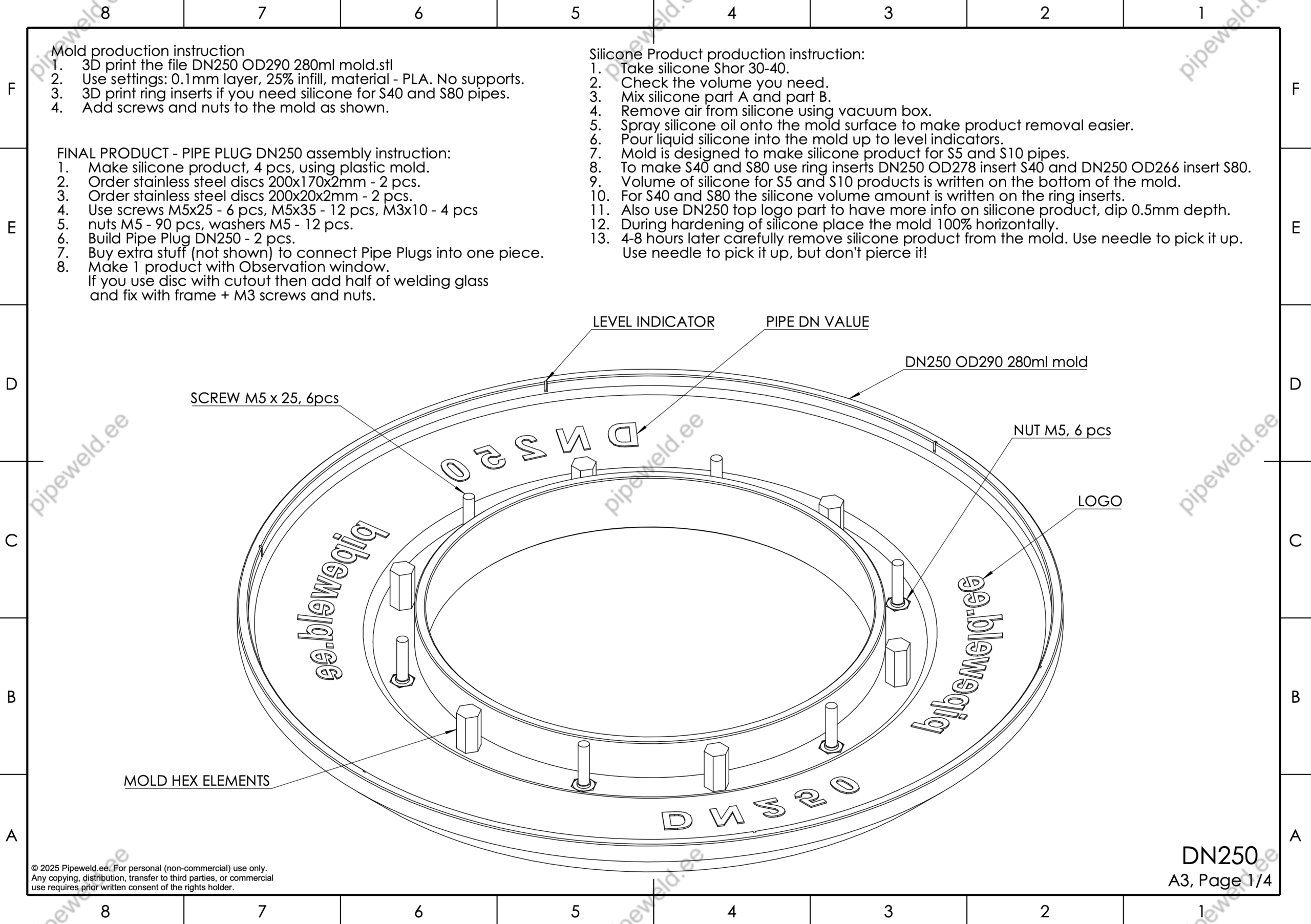
На формах нанесена метка уровня заливки, рассчитанная под Shore 35.
5. Печать на обычном 3D-принтере без дополнительных приспособление
Даже формы под Ду 500 можно печатать на стандартных принтерах.
Мы специально разработали конструкцию из нескольких сборочных частей, которые затем собираются в единое изделие.
Поставка — комплектующие. Что входит в комплект файлов (для каждого диаметра):
3D-модель формы
3D-модель сменных колец под толщины S40–S80
3D-модель логотипа
PDF-чертёж с описанием необходимых материалов, детальный лист.
Файл для лазерной резки нержавеющий крепёжный диск 2 шт
Спецификация
Разработка заняла много времени, поэтому в этот раз мы планируем получить честное вознаграждение за проделанный труд.
Что с этим всем делать?
Обращаетесь в локальный сервис 3D-печати — там вам напечатают точную форму для заливки.
Обращаетесь в сервис лазерной резки — они вырежут детали по нашему дизайну.
Покупаете силикон и остальные комплектующие — всё указано в документации.
Собираете всё самостоятельно и получаете готовый профессиональный продукт.
Прайс лист — стоимость
Полный пакет с логотипом pipeweld.ee
200 € — комплект файлов для Ду 100–500 (12 типоразмеров)
29 € — один выбранный типоразмер
*** можно получить большую скидку
Брендирование (ваш логотип)
100 € — 3D-модель одного типоразмера с вашим лого
1200 € — полный брендированный пакет Ду 100–500 (12 шт.)
*** можно получить большую скидку
Как купить
Напишите нам на e-mail: info@pipeweld.ee
В теме письма укажите: “Заглушка”
Оплата возможна в любой валюте через:
PayPal
банковский SWIFT-перевод
Revolut
BTC
сбор банков в рублёвых переводах
*** Хочу скидку 75–100%: коллаборация
Мы открыты к сотрудничеству, особенно если:
вы публичная личность и у вас есть аудитория;
у вас есть сайт, TikTok, Instagram, YouTube или канал в мессенджере;
вы пишете статьи в пабликах;
или готовы начать публиковать материалы на разных ресурсах.
Пишите на e-mail: info@pipeweld.ee
Тема письма: “Сотрудничество”
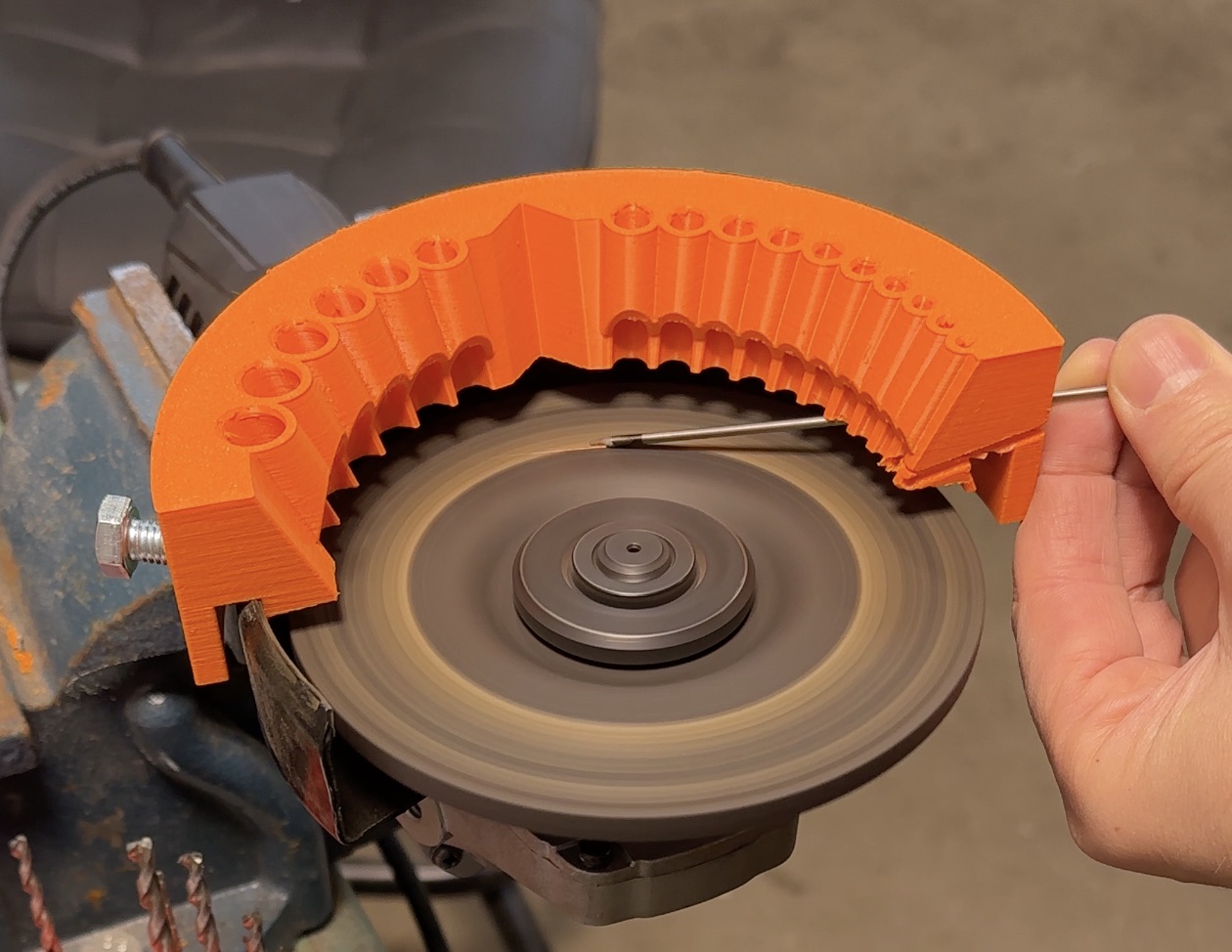
Насадка на болгарку для заточки сверл и вольфрама для TIG-сварщиков
Встречайте инновационную насадку на болгарку — идеальное решение для заточки спиральных сверл по металлу и вольфрамовых электродов, используемых в аргонодуговой сварке (TIG). Подходит как для профессиональных сварщиков, так и для домашних мастеров.
Эта заточная насадка совместима с большинством болгарок (Bosch, Makita, Milwaukee) и обеспечивает заточку под нужным углом, включая угол 118 градусов, который является стандартом для режущей кромки сверл по металлу.
Точило и правильный резец обеспечивают высокую точность, необходимую, чтобы заточить сверло под нужным углом. Регулярная подточка продлевает срок службы инструмента и улучшает качество работы.
Почему выбирают нашу насадку для заточки сверл
Универсальность: Инструмент подходит для болгарок с разными кожухами высотой бортика от 15 и до 26 мм, что позволяет использовать разные наждачные диски и шлифовальные круги. Это делает её аналогом заточного станка, но доступным по цене и удобным в использовании даже в домашних условиях.
Точная правка сверла: Используя заточной диск с нужной зернистостью, можно добиться точной правки сверл диаметром от 3 до 13 мм. Устройство обеспечивает регулировку положения сверла и помогает сохранить точную геометрию режущей части.
Многофункциональность: Помимо правки сверл, устройство позволяет затачивать вольфрамовые электроды под нужный угол, что особенно важно для стабильности дуги и качества сварного шва при аргоновой сварке. Это делает инструмент универсальным решением для сварщиков TIG и не только.
Как использовать насадку для заточки сверл
Для правки сверл:
Установите насадку на болгарку с шлифовальным диском, обработанным по торцу.
У аксессуара угол заточки 118 — 125 градусов — это обеспечит правильную режущую кромку.
В процессе работы охлаждайте сверло водой или сжатым воздухом для предотвращения перегрева режущей части.
Для заточки вольфрама (TIG):
Используйте ламельный диск или подходящий абразивный круг.
Не забудьте: возможность правки под нужным углом влияет на качество шва, особенно в сварке аргонодуговым методом.
Загрузите STL-файл с подробной 3 моделью приспособления
Распечатайте на 3D-принтере: Используйте заполнение не менее 50% для обеспечения дополнительной жесткости детали.
Подготовьте деталь к сборке:
Нарежьте резьбу в трёх отверстиях (М8). Отверстия уже предусмотрены в модели, их нужно лишь очистить от поддержек.
Используйте три болта М8 длиной 20–30 мм.
Просверлите два отверстия для подачи вольфрама.
Поддержите проект
Мы всегда открыты для обратной связи! Если у вас есть замечания или предложения, оставьте комментарий. Поделитесь этой страницей с друзьями и коллегами, чтобы помочь распространить идею инновационной заточки сверл.
Желаем вам точной работы, острых кромок и только приятного сверления! Пусть каждое сверло, даже после многократного использования, снова станет как новое — с помощью доступных и умных решений.
Также модель можно масштабировать для труб диаметром от 100 до 250 мм.
Если в будущем мне понадобится инструмент для более крупных труб, я добавлю новую модель. Пока доступна только эта.
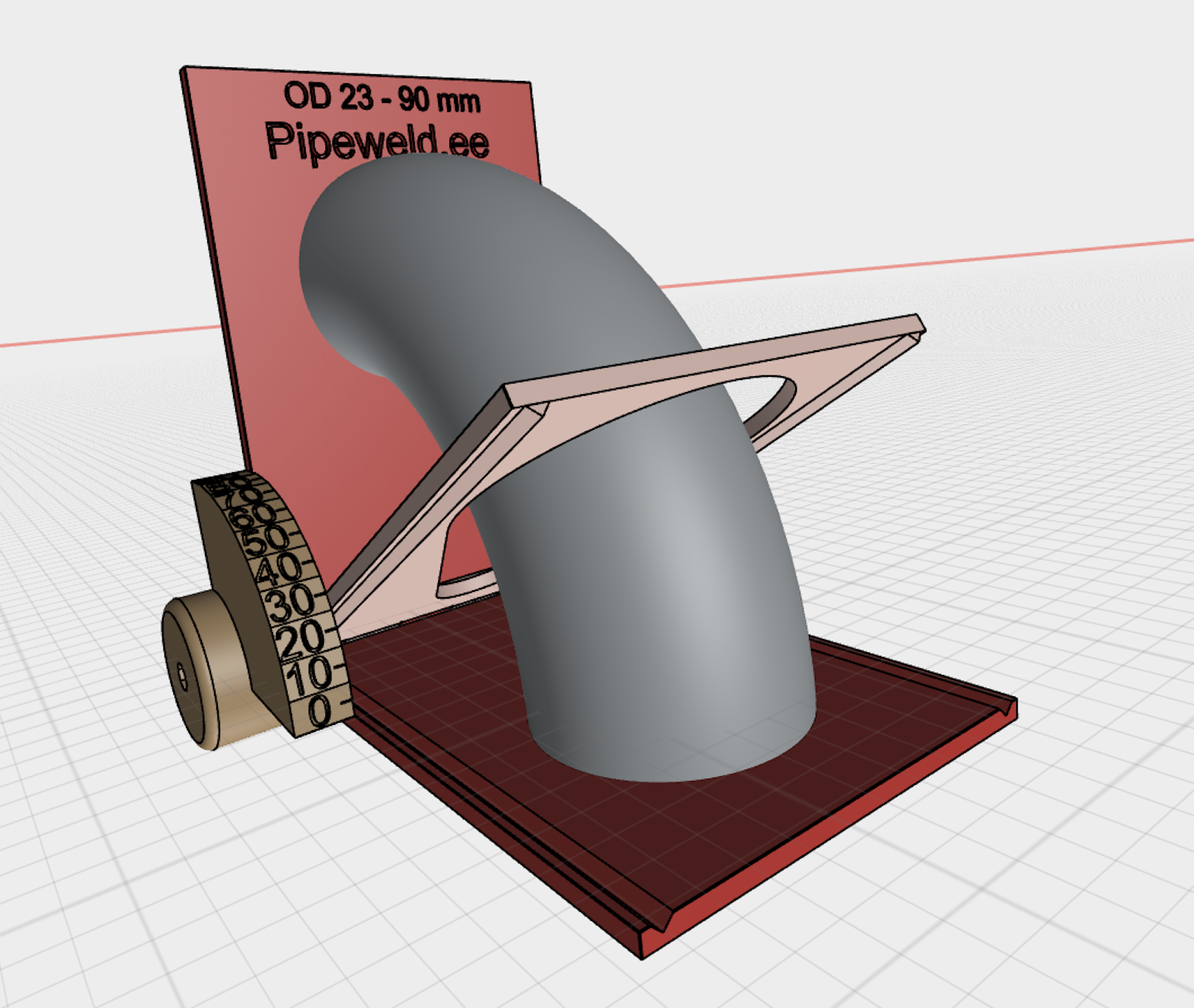
Что понадобится для сборки
3D-принтер для печати деталей или фрезерный станок для металлических элементов (учтите, что точность может снизиться).
Две гайки M4 и резьбовая штанга длиной 129 мм.
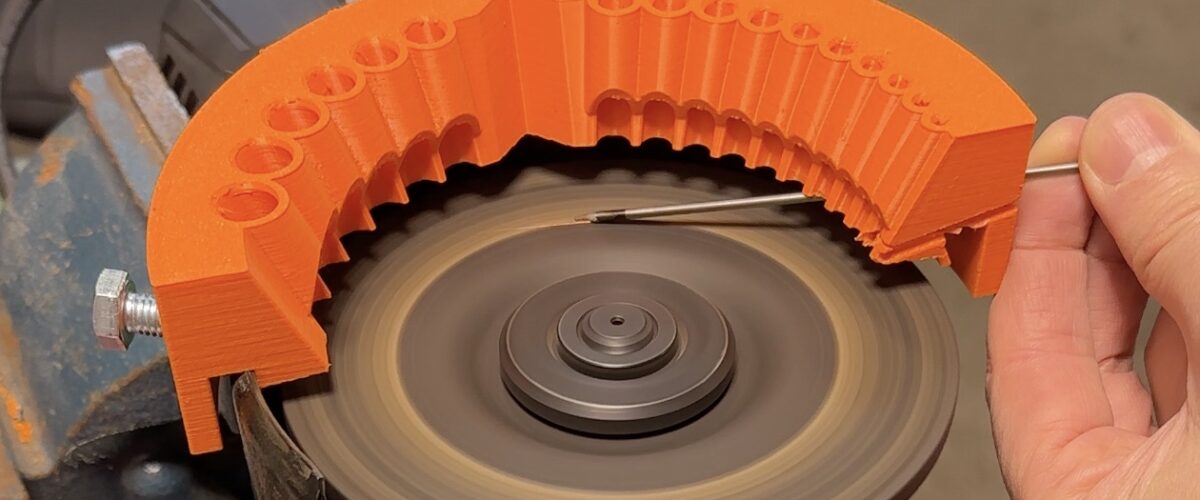
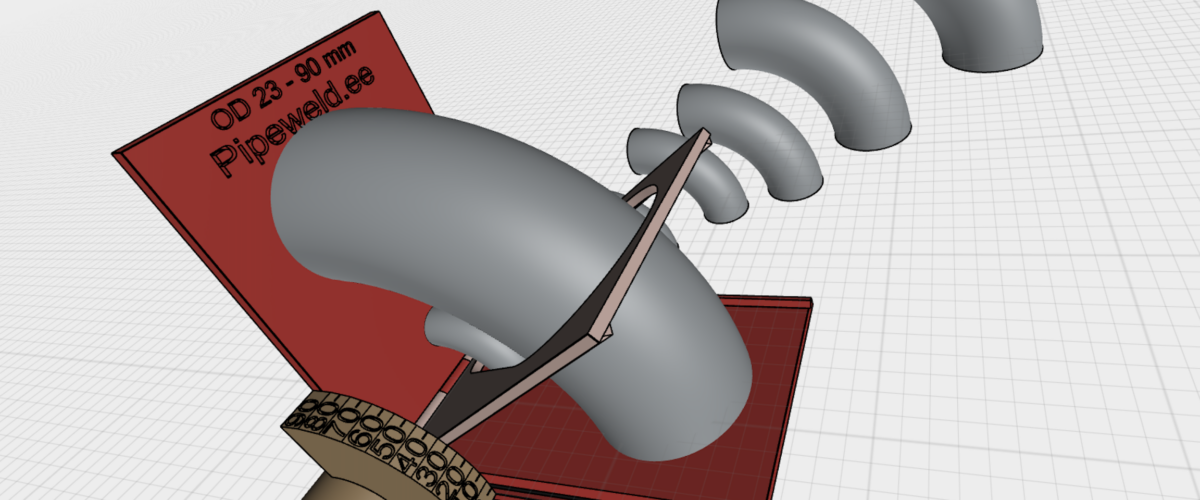
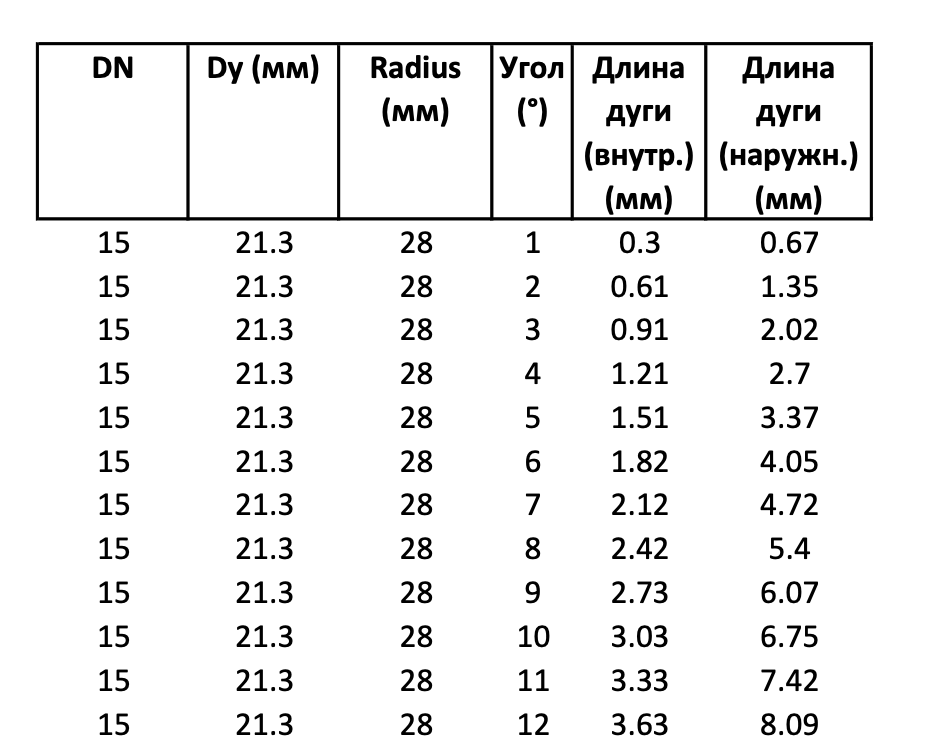
Как разметить трубы вручную
Чтобы рассчитать нужный угол для разметки трубы, можно воспользоваться готовой таблицей. В ней указаны отрезки, которые нужно отмерить от края трубы по внутреннему и наружному радиусам.
После нанесения рисок соедините их с помощью верёвки толщиной 1,5–3 мм, чтобы провести ровную линию.
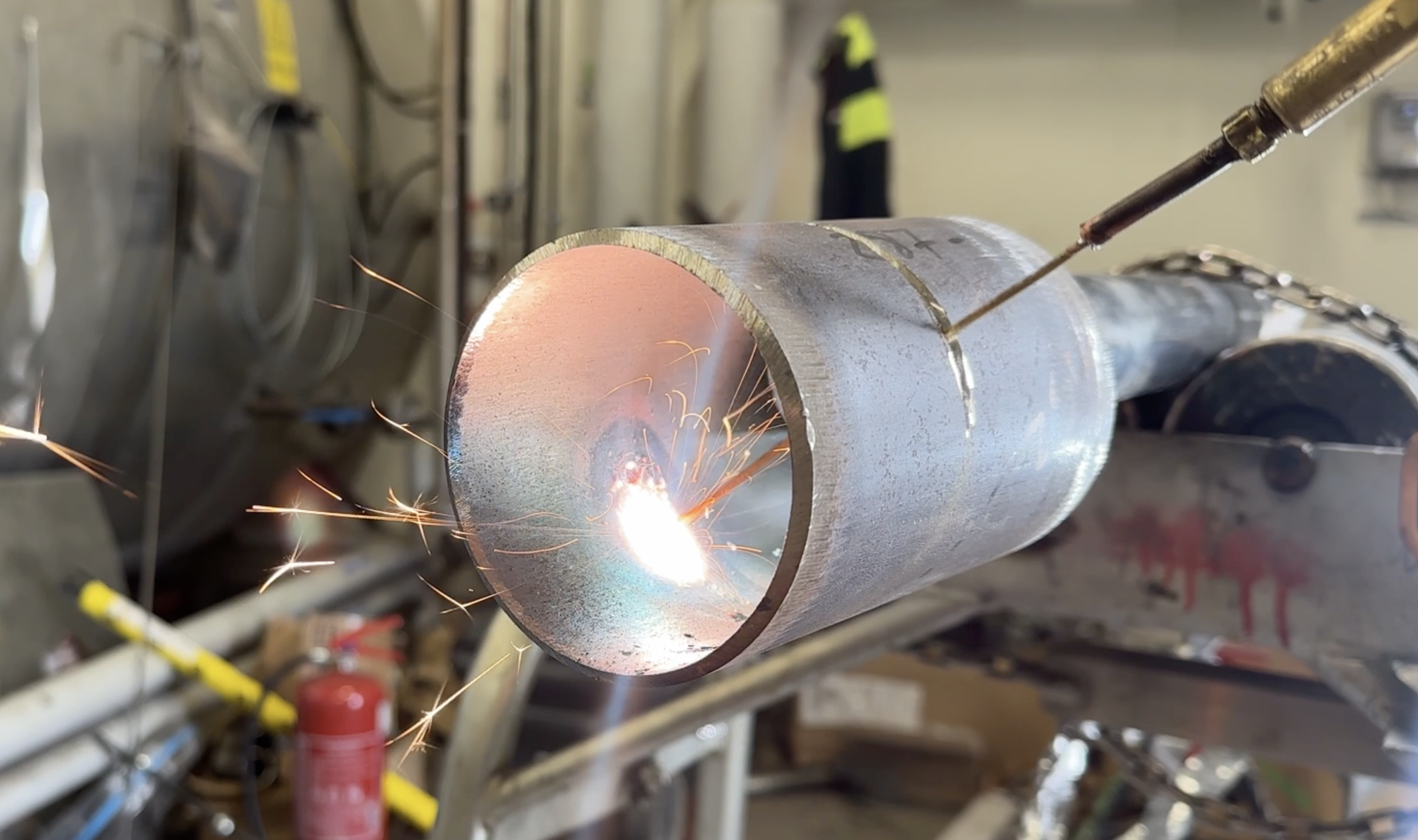
Аргоновый поддув при сварке нержавейки: как делать качественные заглушки для поддува и варить корень шва аргоном профессионально
Приветствую вас, коллеги-сварщики!
Я давно ждал момента, когда станет доступен качественный двухкомпонентный силикон, из которого мы сможем самостоятельно отливать заглушки для поддува аргона при сварке TIG. И вот это время настало!
Как это часто бывает в нашей сварочной жизни, нам повезло втройне — почти как с тем самым НДТ-рентгенологом, который акцептировал весь проект, не появившись на площадке ни разу. Редко, но бывает.
А вот и три «подарка» для тех, кто варит нержавеющую сталь аргоном с поддувом:
Термостойкость — силикон выдерживает до 300 °C при кратковременном контакте с горячим металлом. Идеально для сварки корня шва с защитой инертным газом!
Пищевая пригодность — подходит для фармацевтики и пищевой промышленности, где особенно важны качественные сварные швы на трубах из нержавейки и алюминия.
Быстрая полимеризация — заглушка для поддува аргона застывает всего за 24 часа.
Бонусы:
Экономия — материал на одну заглушку DN80 стоит около 1,5 евро. За пару часов вы можете отлить до 5 заглушек!
Брендинг — на силиконовых заглушках можно отлить и свой логотип. Отлично для мастерских и индивидуальных сварщиков!
Готовая форма — мы уже подготовили форму для заливки, её можно скачать и масштабировать под нужный диаметр трубы. Отлично работает при сварке TIG, в среде защитного газа, будь то нержавеющая труба, сплав хрома, или тонкостенная металлическая кромка.
Теперь сварка аргоном с поддувом становится доступной каждому. Контроль сварочного тока, выбор электрода, проволоки и стабильная дуга — это важно. Но без правильной заглушки не получится качественный корень шва, и тут наш проект заглушки из силикона — ваш новый союзник.
Личный опыт и рекомендации
Я сам опробовал весь процесс создания заглушек для поддува и готов поделиться с вами всем, что у меня есть. Взамен прошу лишь репост этой статьи на тематических форумах. Ну и загляните в наш блог — там вы найдете другие интересные штуки, связанные с сваркой с поддувом, которые мы разработали и внедрили в свою организацию.
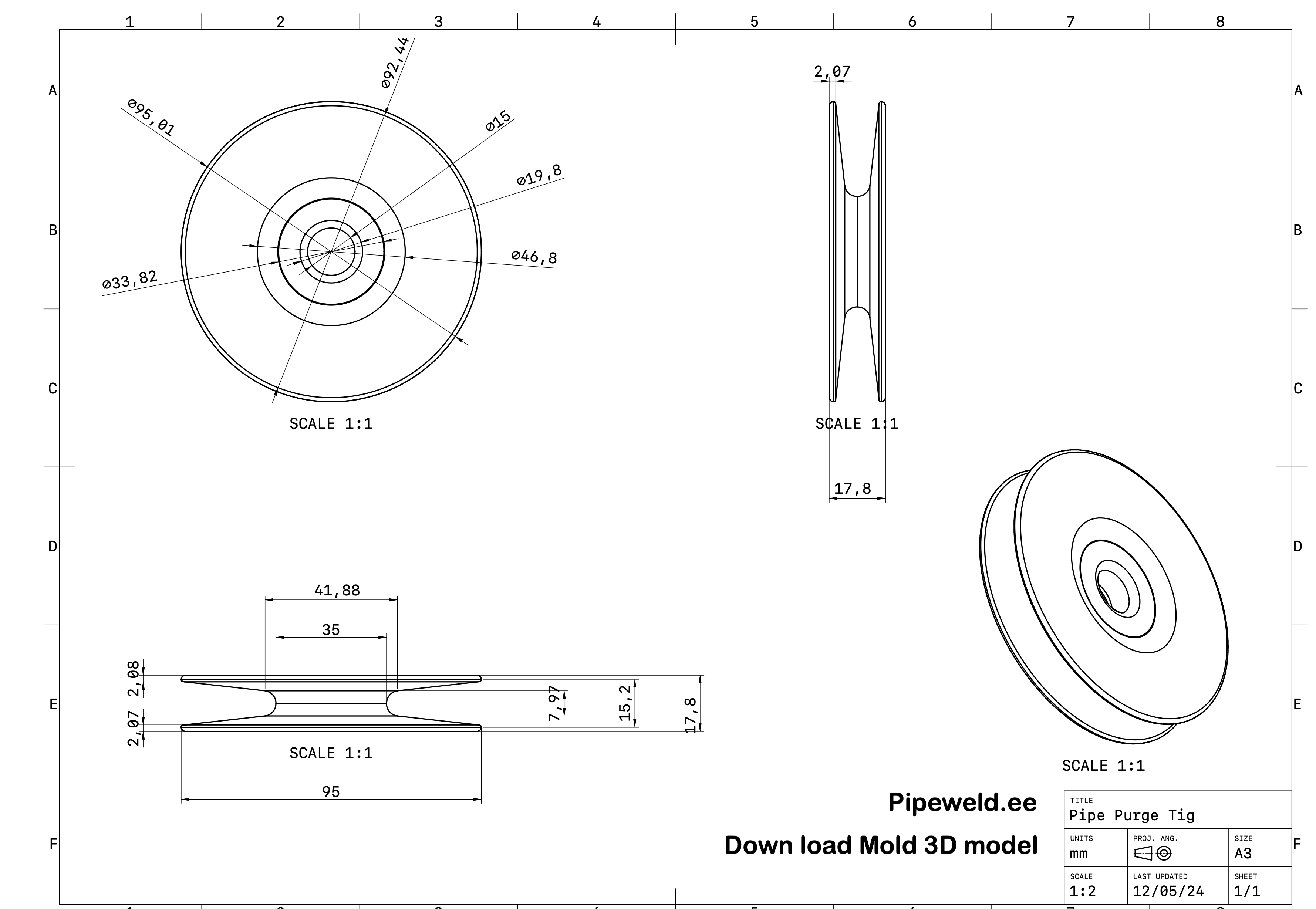
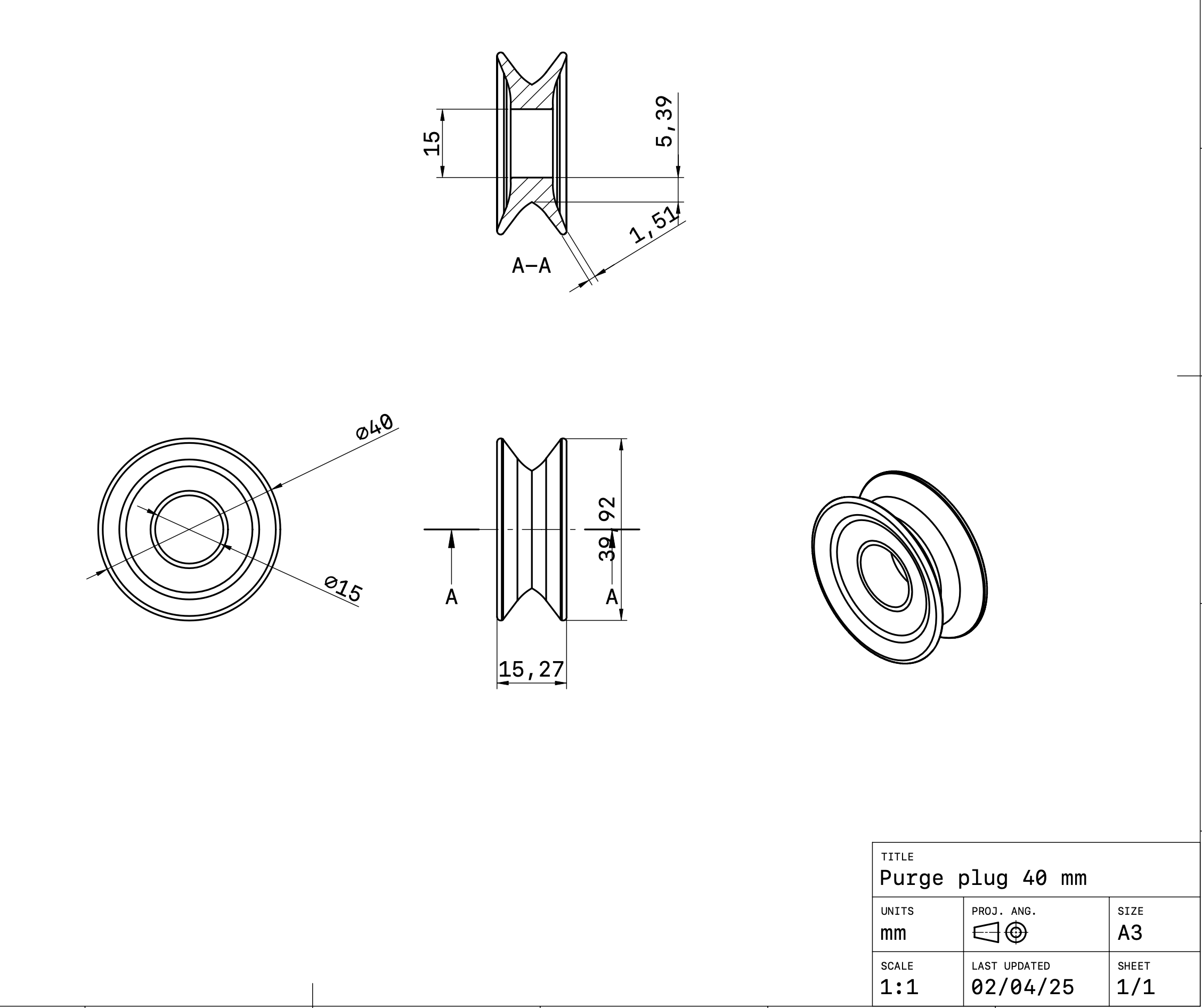
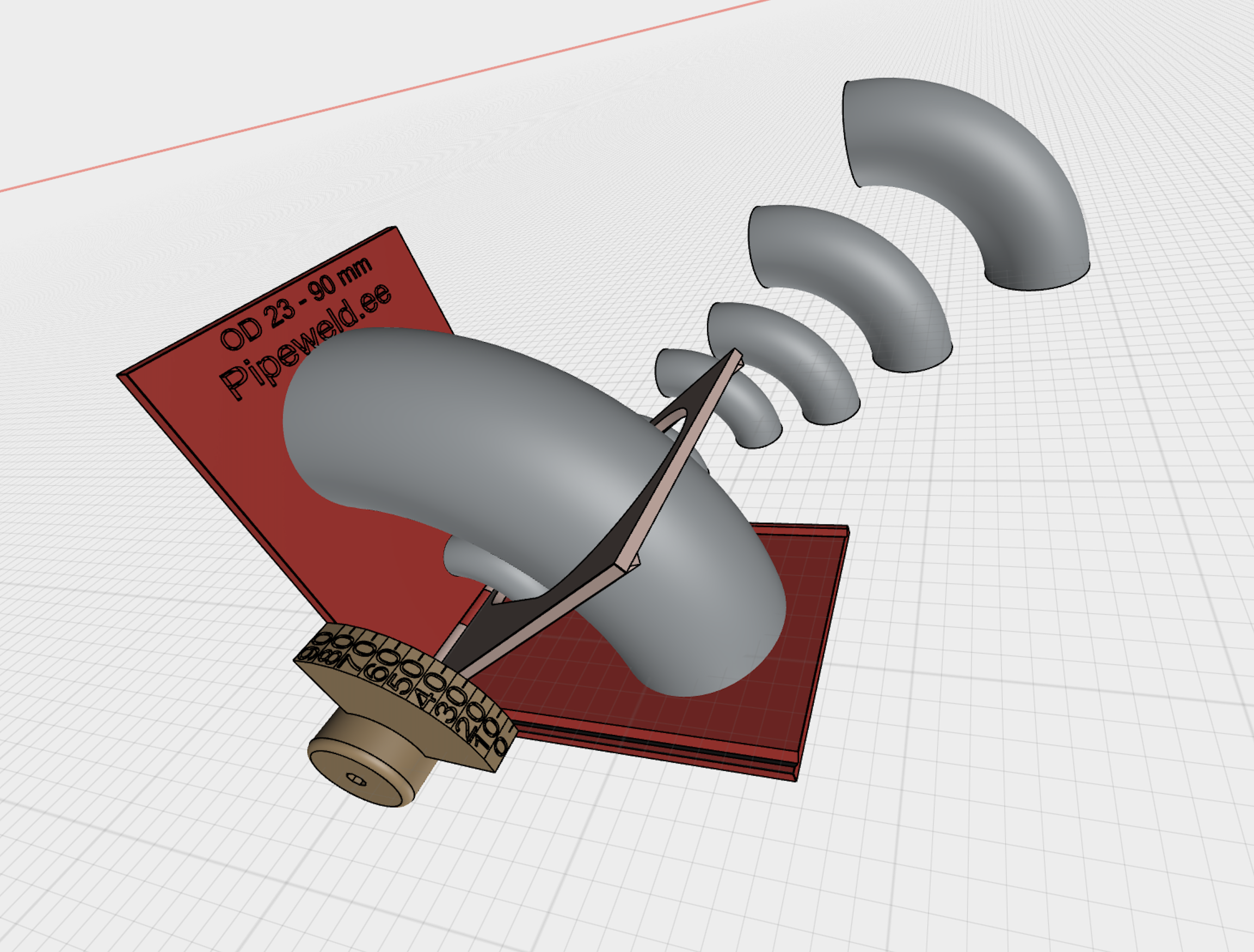
Форма для заглушек для поддува: STEP/STL 3D-модель
Вот проверенная мною 3D-модель в формате STEP/STL, состоящая из четырех частей. Эта модель предназначена для заглушки для поддува с наружным диаметром 94 мм, что подходит для DN80.
Из такой формы каждые 24 часа получается одна заглушка для поддува DN80. Если вам нужна модель для DN150 (OD 169 мм), масштабирование сделать совсем несложно. Просто измените размеры модели, используя программы вроде Cura или любой другой софт для подготовки 3D-печати.
Пример масштабирования:
Для диаметра 152 мм масштабируйте модель на 61,7 %.
Для диаметра 212 мм из 152мм — на 39,7 %.
Масштабирование нужно производить по всем трем осям координат.
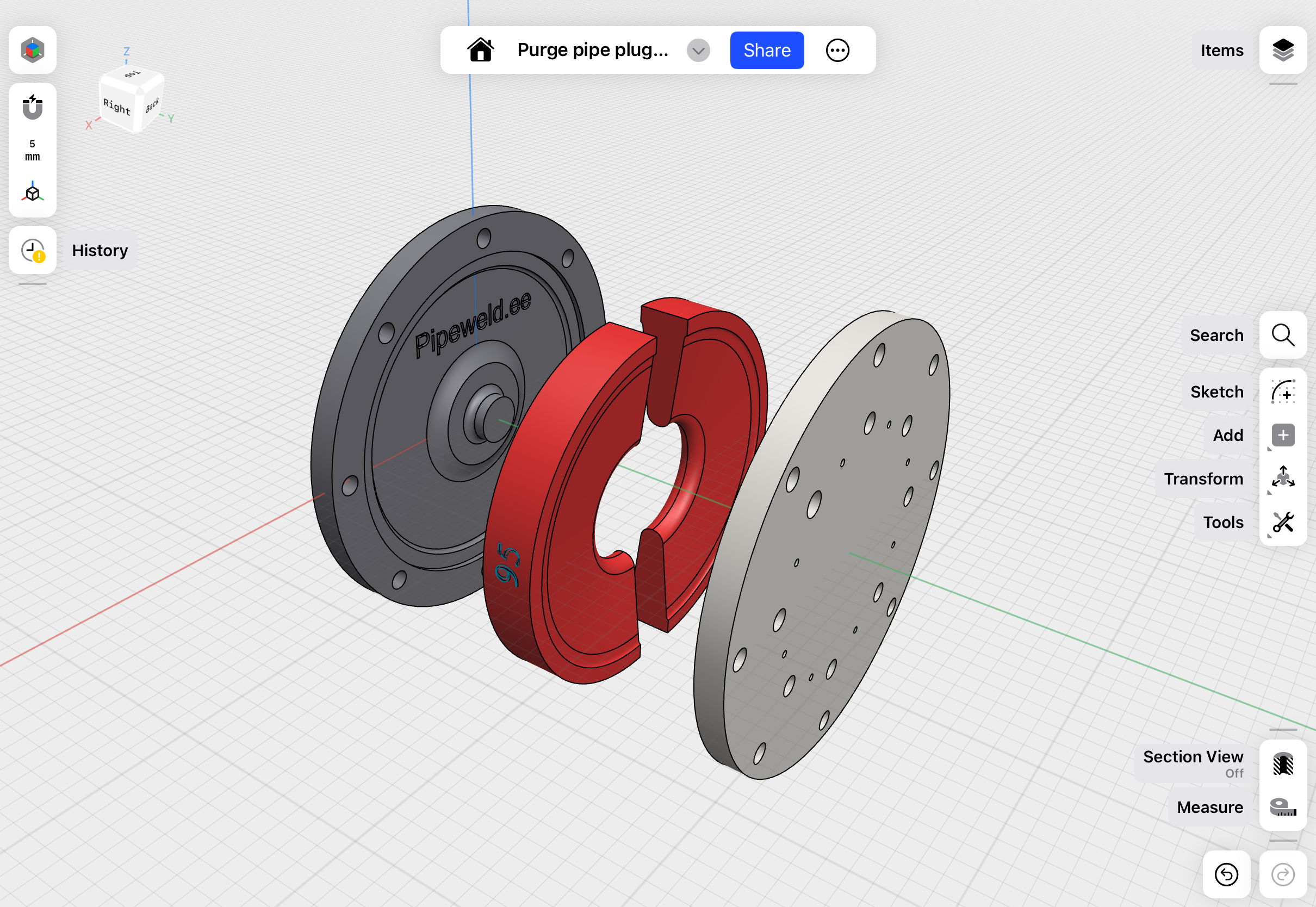
3 D-модель заглушки с внутренним металлическим диском толщиной 1 мм
Обновление: 14 января 2025 года
Несколько человек обратились ко мне с просьбой создать модель для более крупной заглушки с металлическим диском толщиной 1 мм. Такие заглушки часто производятся массово, и вы, скорее всего, уже видели их.
Я рекомендую использовать эту заглушку для труб диаметром от DN 200 до 400 мм.
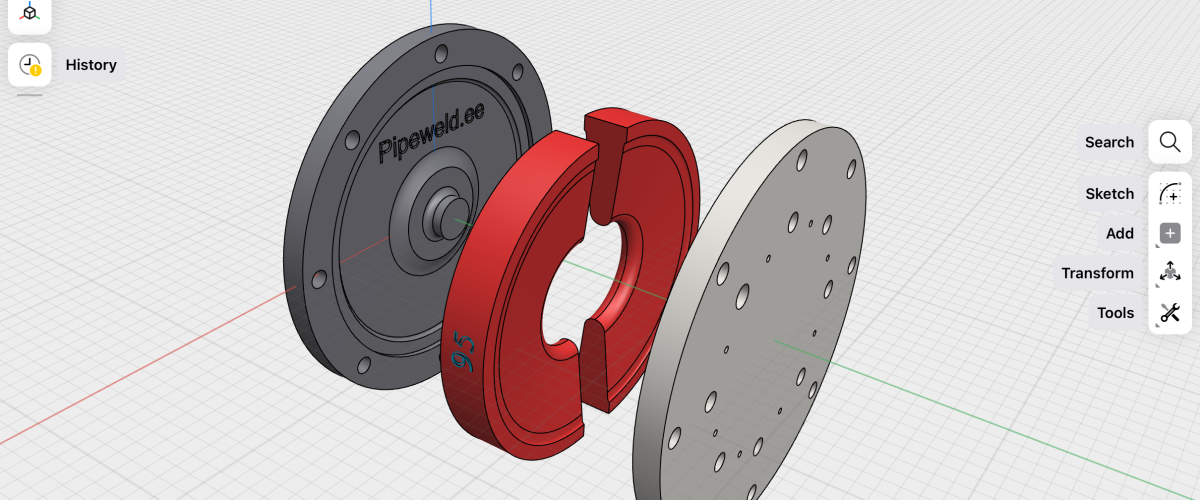
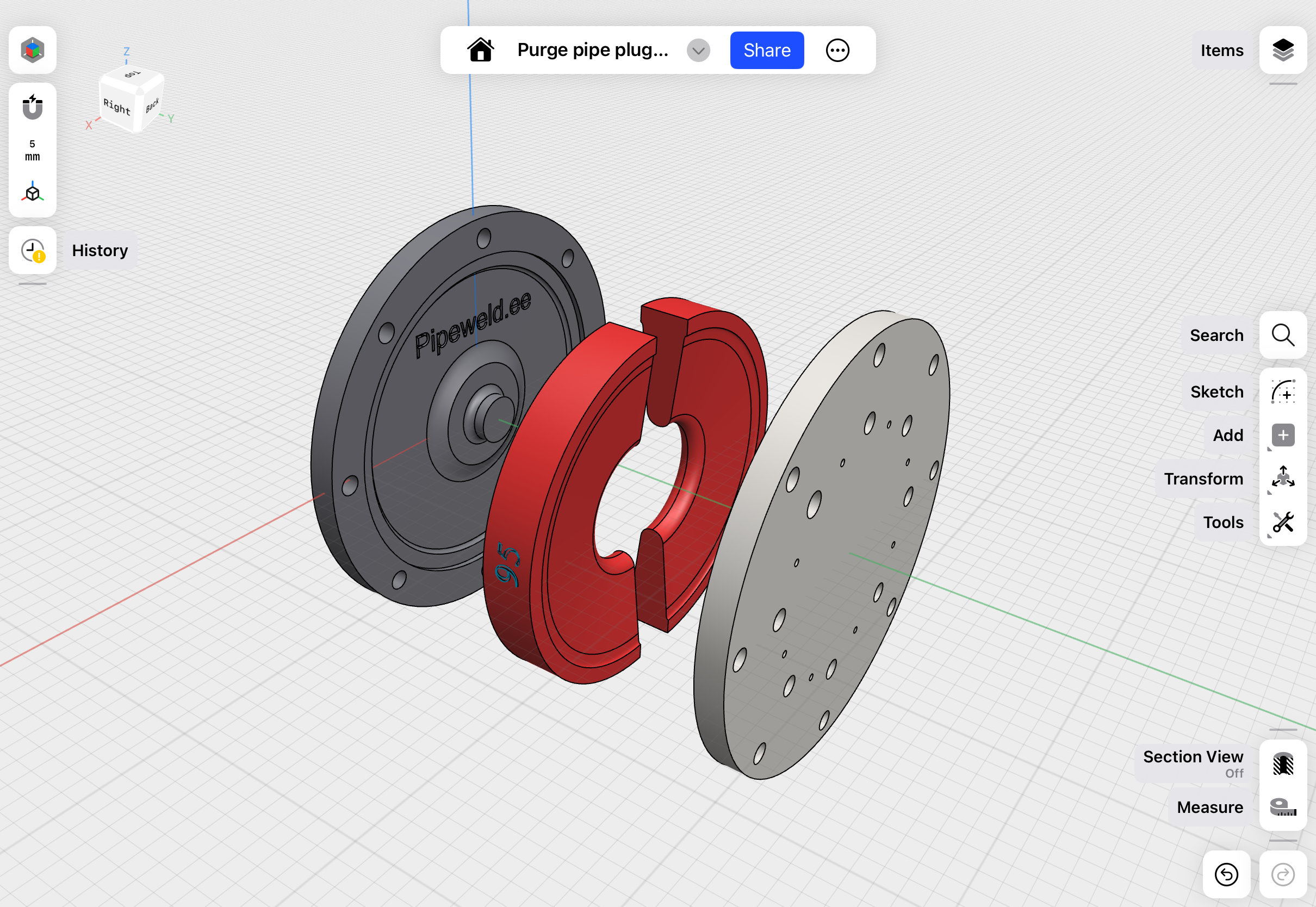
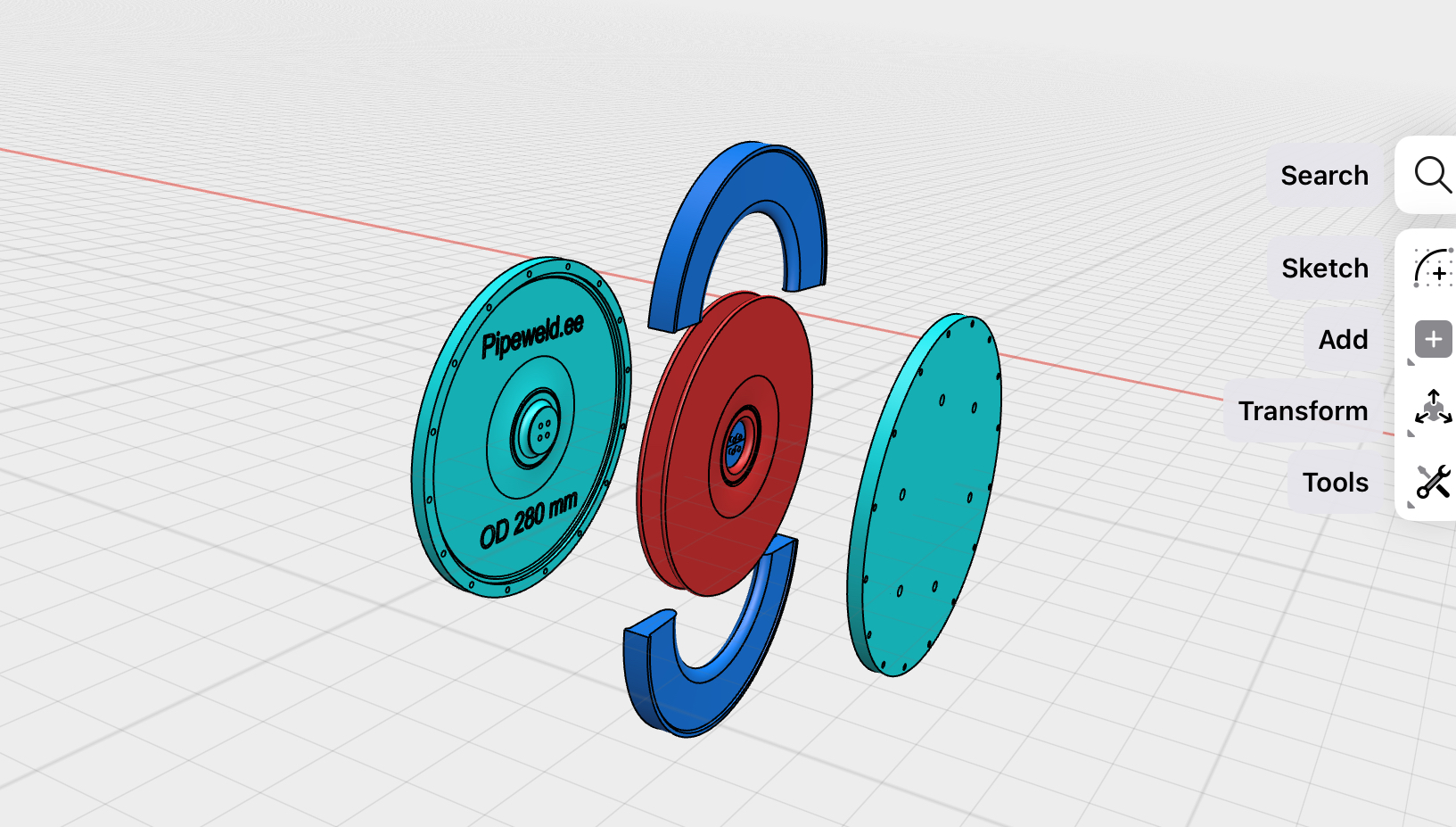
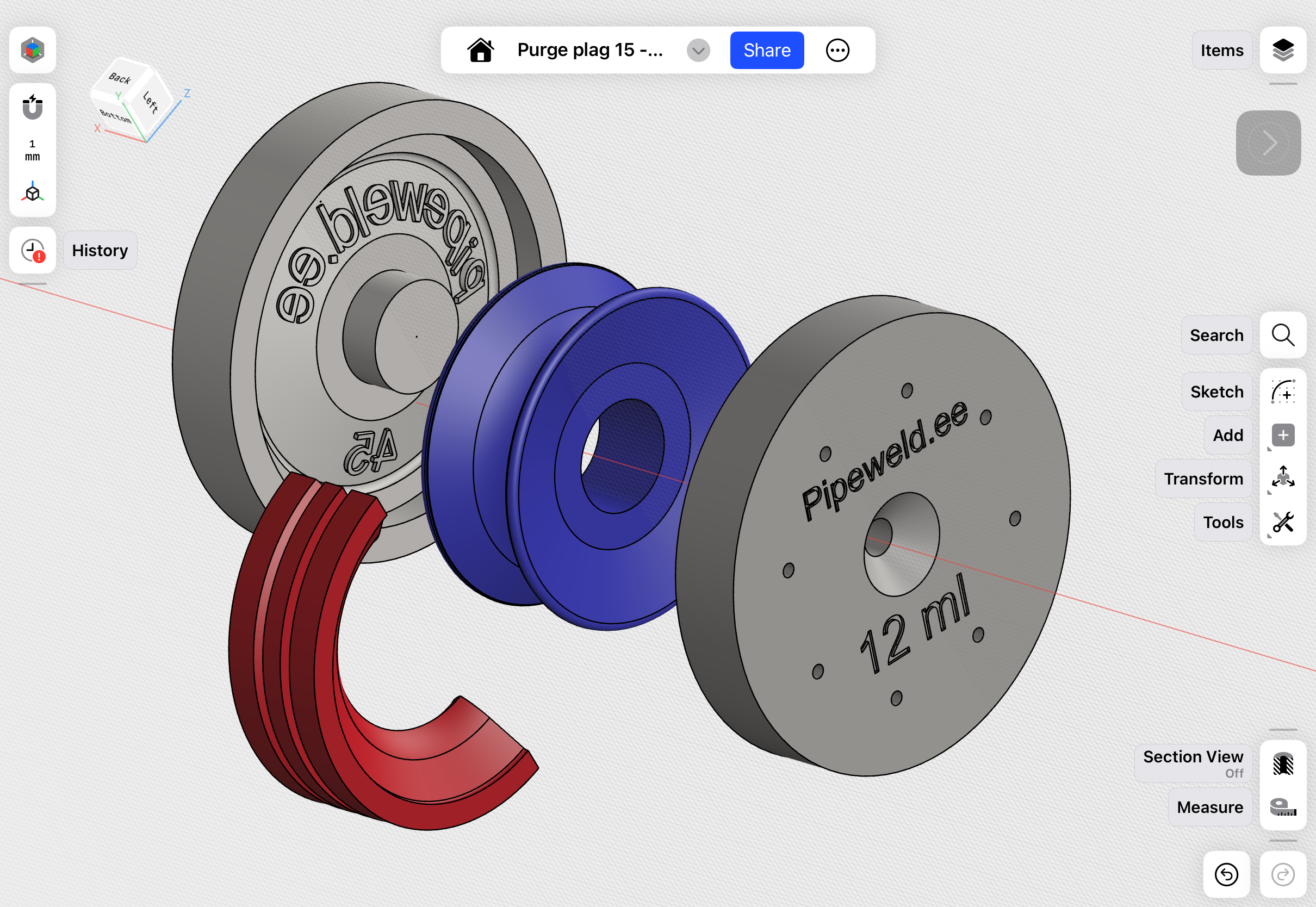
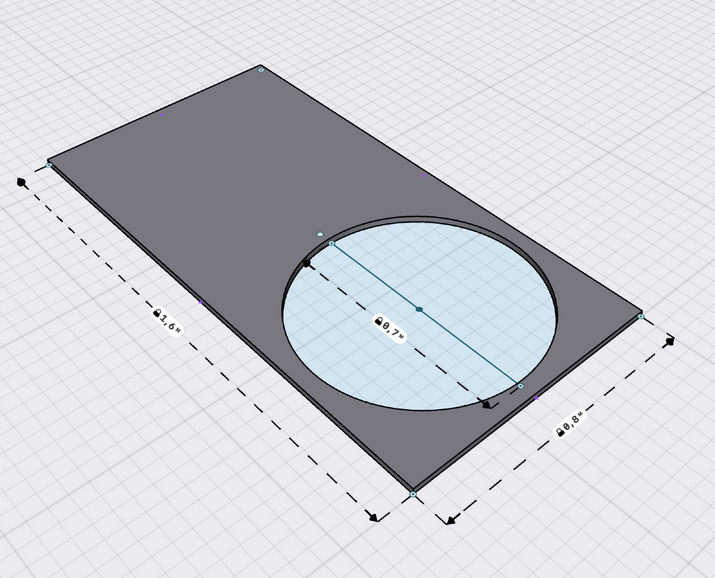
Я создал модель диаметром 280 мм, используя оригинальную заглушку в качестве основы . Особое внимание было уделено специальному пазу, который упрощает установку металлического диска в центр заглушки. Этот паз расположен только с одной стороны.
Красные диски — это и есть новая заглушка, а синие вставки по центру — это диски, за счёт которых формируется паз, куда потом вставляется металлический диск диаметром 71 мм и толщиной 1 мм.
Обновление: 1 февраля 2025 года
Поскольку выяснилось, что при масштабировании моделей пропорционально изменяется и посадочное отверстие в центре заглушки (а оно нам необходимо фиксированного диаметра), я решил выкладывать готовые STL-файлы. Таким образом, вы сможете сразу передавать их на печать без дополнительного масштабирования.
Первая партия заглушек имеет наружный диаметр в диапазоне от 65 до 107 мм.
Скачивай файл, распечатывай и отливай свои заглушки по 1,5 евро за штуку.
Мы обсудили и пришли к выводу, что в заглушках с наружным диаметром от 115 мм и больше, где ранее планировалась установка металлического диска (см. выше), можно обойтись без него. Поэтому я выкладываю готовые модели всех диаметров, начиная с 115 мм, и планирую довести их до 400 мм. Теперь вместо диска они зажимаются шайбой с гайкой, а отверстие (20 мм) предусмотрено во всех заглушках, перечисленных ниже.
Для крепления этих дисков вы покупаете вот таки крепления в Китае
Я рекомендую использовать только платиновый силикон: он менее капризен, стерилен, не имеет запаха и очень удобен в работе.
Твердость: для заглушек для поддува оптимальна твердость по Шору от 60 и выше. Шор 20 — слишком мягкий, примерно как обычный силикон, а нам нужно втрое тверже.
Пропорции: для правильного смешивания компонентов вам понадобятся весы с точностью до 1–2 граммов.
Процесс заливки силикона для заглушек для поддува
Смешивание: тщательно перемешивайте силикон не менее 5 минут. Соберите 3D-напечатанную форму, закрепив детали болтами.
Вакуум: если возможно, поместите смешанный силикон в вакуумную камеру для удаления пузырей. Если вакуумной камеры нет, выбирайте силикон с повышенной текучестью и свойствами самодегазации.
Заливка: используйте большой медицинский шприц (100+ мл) для точной заливки. Для DN80 потребуется 40 граммов силикона.
Извлечение заглушек для поддува
Через 24 часа можно разобрать форму и извлечь диск для поддува. Однако не используйте его сразу — он может оставаться липким. Дайте ему отлежаться пару дней вне формы, чтобы поверхность полностью застыла.
Что вам нужно купить для удобной работы и хорошего результата:
Найдите, где можно распечатать 3D-модель, и попросите там масштабировать модель до нужных диаметров.
Купите платиновый силикон с твердостью по Шору 60.
Приобретите прижимные болты (8 штук). Диаметр будет изменяться в зависимости от масштабирования. Для ДУ 80 подходят болты М5.
Купите шприц объемом 100 мл.
Подготовьте мерную посуду и емкость для смешивания.
Вывод: силиконовая заглушка — ключ к профессиональной сварке нержавеющих труб с поддувом
В процессе аргонодуговой сварки TIG, особенно при работе с нержавейкой, важнейшим фактором, влияющим на качество шва, является правильная организация системы поддува. Поддув аргона внутрь трубы необходим для формирования обратной стороны шва, защиты металла от контакта с кислородом и предотвращения коррозии сварного соединения в будущем. Именно поэтому технология сварки аргоном с поддувом остаётся стандартом при работе с нержавеющими сталями.
В рамках нашей практики мы разработали силиконовую заглушку, которую можно отливать самостоятельно, не прибегая к дорогим и недоступным решениям. Такая заглушка позволяет сварщику:
удерживать нужное давление защитного газа,
обеспечить равномерную защиту шва от окисления,
и добиться стабильного корня шва при аргонной сварке нержавеющих труб.
Эта разработка подходит как для аргонодуговой сварки TIG, так и для полуавтоматической сварки нержавейки, где требуется поддувом аргона защищать сварочную ванну и зону обратной стороны шва.
Мы учли особенности сварки в среде защитного газа, где аргон подаётся через шланг и регулируется через клапан выхода защитного газа. Силиконовая заглушка от нашей команды идеально сочетается с сварочным оборудованием, горелками, и присадочным материалом, обеспечивая качественное выполнение сварных соединений.
Такое решение особенно актуально при оказании услуг аргонной сварки: заказчик получает не только чистый, прочный сварной шов, но и уверенность в том, что металл защищён в среде аргона от всех внешних воздействий.
Варить без поддува в большинстве случаев — значит жертвовать качеством. С нашей заглушкой это в прошлом.
Мы рады предложить коллегам по цеху готовую форму, расходные материалы и полную инструкцию по созданию своей системы поддува. Это — шаг к более профессиональному подходу и развитию навыков в сфере аргонодуговой сварки, будь то TIG или ручная дуговая сварка с присадкой, сварочной проволокой или электродом.
Развитие проекта. Изменения от 10.03.2025
Коллеги, стоит признать, что дьявол кроется в деталях. Этот проект поглотил меня, и вместе с моим 13-летним сыном мы начали его развивать, тестировать и дорабатывать. Оказалось, что он значительно интереснее, чем я предполагал в самом начале.
Основные выводы и принятые решения
Проблема с выбором силикона С вашей помощью мы убедились, что найти силикон с твердостью 60 – задача не из легких. Поэтому было принято решение отказаться от этой идеи и адаптировать проект под более доступные виды силикона. Решение: Мы разработали четыре новые модели заглушек, отлив их самостоятельно. Выяснилось, что предложенный дизайн прекрасно подходит для силиконов с твердостью 20 и 40. Сейчас мы ждем обратной связи, чтобы адаптировать модели под различные диаметры.
Масштабирование деталей К сожалению, масштабирование деталей имеет свои ограничения. Решение: Каждый дизайн придется разрабатывать отдельно для каждого диаметра. Это не пугает нас, главное – определить, какой именно дизайн подходит для того или иного диаметра. В связи с этим мы предлагаем на рассмотрение три варианта дизайна. По плану:
Модель 40 мм будет адаптирована для диаметров от 40 до 65 мм.
Модель 75 – для диаметров от 65 до 115 мм.
Модель 115, вероятно, рассчитана до 156 мм, а модель 115+ планируется для диаметров от 156 до 290 мм.
Экономия силикона Вам необходимо знать, какой объем силикона требуется для изготовления каждой заглушки. Теперь эта информация будет отражаться в названиях файлов.
Использование обтяжных болтов Практический опыт показал, что обтяжные болты для форм не требуются – по крайней мере, для моделей с диаметрами от 40 до 115 мм (более крупные образцы мы пока не тестировали). Форма в сборе оказывается достаточно прочной, однако рекомендуется иметь под рукой две небольшие струбцины.
Заливка силикона в форму Чем выше твердость силикона, тем ниже его вязкость, что затрудняет процесс заливки в форму. Необходимо усовершенствовать технологию заливки/инъекции. Решение: Мы приобрели вакуумную камеру стоимостью 150 евро. После смешивания силикона в стакане помещаем его в камеру на 15 минут при отрицательном давлении (–1 бар). Затем, аккуратно, чтобы не захватить воздух, с помощью шприца проводим инъекцию в форму в два этапа: сначала заполняем 75% объема, даем силикон отстояться в течение 3 минут, а затем добавляем оставшиеся 25%. Если у вас отсутствует вакуумная камера, её можно изготовить самостоятельно – подробности см. тут — https://www.youtube.com/watch?v=xLj6YU97pjQ. Кроме того, можно вылить силикон из стакана на тарелку, что значительно увеличит площадь поверхности и уменьшит толщину слоя. Это позволит воздушным пузырям быстрее выйти на поверхность.
Формат файлов Оказалось, что не всем удобно работать с файлами в текущем формате. Мы учли этот момент и уже исправили данный недостаток.
Заключение
Также мы разместили короткие видеоролики о развитии проекта в социальных сетях. Мы будем признательны за ваше внимание и взаимодействие с ними.
Будем рады вашим отзывам и предложениям для дальнейшего совершенствования проекта!
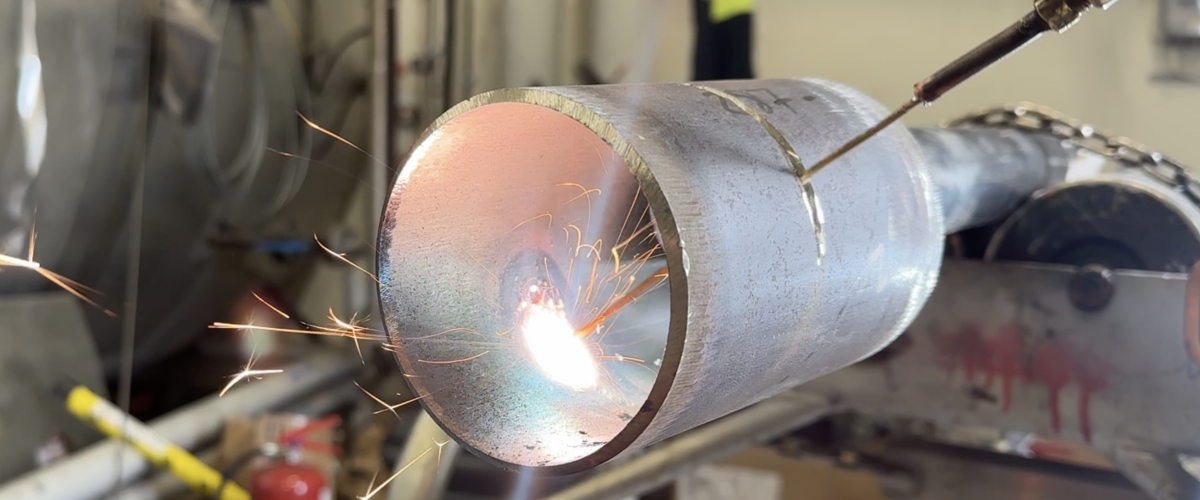
Самодельная газовая горелка для ремонта непровара через зазор в 2 мм сварка, пайка в труднодоступных местах.
Предистория
В 2017 году наша компания pipeweld.ee получила контракт на выполнение 8 км теплотрассы в Швеции. Трубопровод был непростым: двухтрубная предизолированная труба диаметром 200 мм и толщиной стенки 6,3 мм. Длина каждой трубы составляла 16 метров, а вес — более 2 тонн. Монтаж проводился с помощью экскаватора, а сварка по требованию заказчика выполнялась газовым методом 311. Контроль сварных швов осуществлялся на 100% методом радиографии (RT), группа Б. Один сварщик в день выполнял по 5 пар сварных соединений (всего 10 сварочных швов).
Проблемы у сварщиков возникали, что неизбежно в подобных условиях. Представьте, какое разочарование вызывала у сварщика обнаруженная мелкая пора, непровар или несплавления на участоке длиной всего 1 мм на потолочном шве в положении «6 часов» или на нижнем шве в положении «12 часов». Эти места были труднодоступными, и иногда приходилось разрезать оба шва, чтобы исправить даже незначительные дефекты. Возник острый вопрос: как справляться с дефектами — непровар, поры и другие? Быстро и с 100% гарантией.
Таким образом был разработан этот мундштук-спаситель, и, забегая вперёд, скажу, что я не вижу проблем использовать его на более крупных диаметрах
Непровар: В этой статье мы разберем устройство ацетиленокислородных горелок и создадим свою уникальную, соответствующую основным правилам безопасности и позволяющую убирать непровар и сокращать время ремонта сварочного шва.
Ответим на вопросы:
Что такое обратный удар и чем он опасен?
Причины возникновения обратных ударов в газовой горелке?
Как работает инжектор?
Методы тестирования газовой горелки перед началом работы?
Техника безопасности при газовой сварке?
Разработка и создание своей ацетиленовой горелки с учетом вышеописанных моментов.
Сборка кастомной горелки для сварки в труднодоступных местах.
Тестирование горелки перед сваркой корня шва.
Заметки по работе с новой горелкой при сварке корня шва.
Другие интересные заметки по газовым горелкам.
Непровар в корне шва: что такое обратный удар и чем он опасен при ремонте.
Обратный удар — это воспламенение горючей смеси в каналах горелки и, как следствие, горение ацетиленового шланга, что может привести к взрыву ацетиленового баллона!
Чтобы понизить риски взрыва баллона при ремонте непровара, нужно установить предохранительные затворы на оба баллона.
нашёл в инете помогает при сварке ремонте непровара
Причины возникновения обратных ударов при ацетиленовой сварке и удалении таких дефектов, как непровар, усадка, поры и другие.
Каждое горючее вещество имеет свою скорость горения. Также в нашем случае важную роль играет скорость выхода газа из сварочного мундштука. Именно эти скорости являются ключевыми при настройке газовой горелки и в идеале должны совпадать.
Основные причины возникновения обратного удара при сварке и ремонте несплавлений:
Скорость горения газовой смеси превышает скорость выхода газовой смеси из сварочной горелки и наоборот — это самая частая проблема.
Другие причины:
Засорение мундштука, что приводит к изменению расчетной скорости выхода газа либо к завихрению газовой смеси.
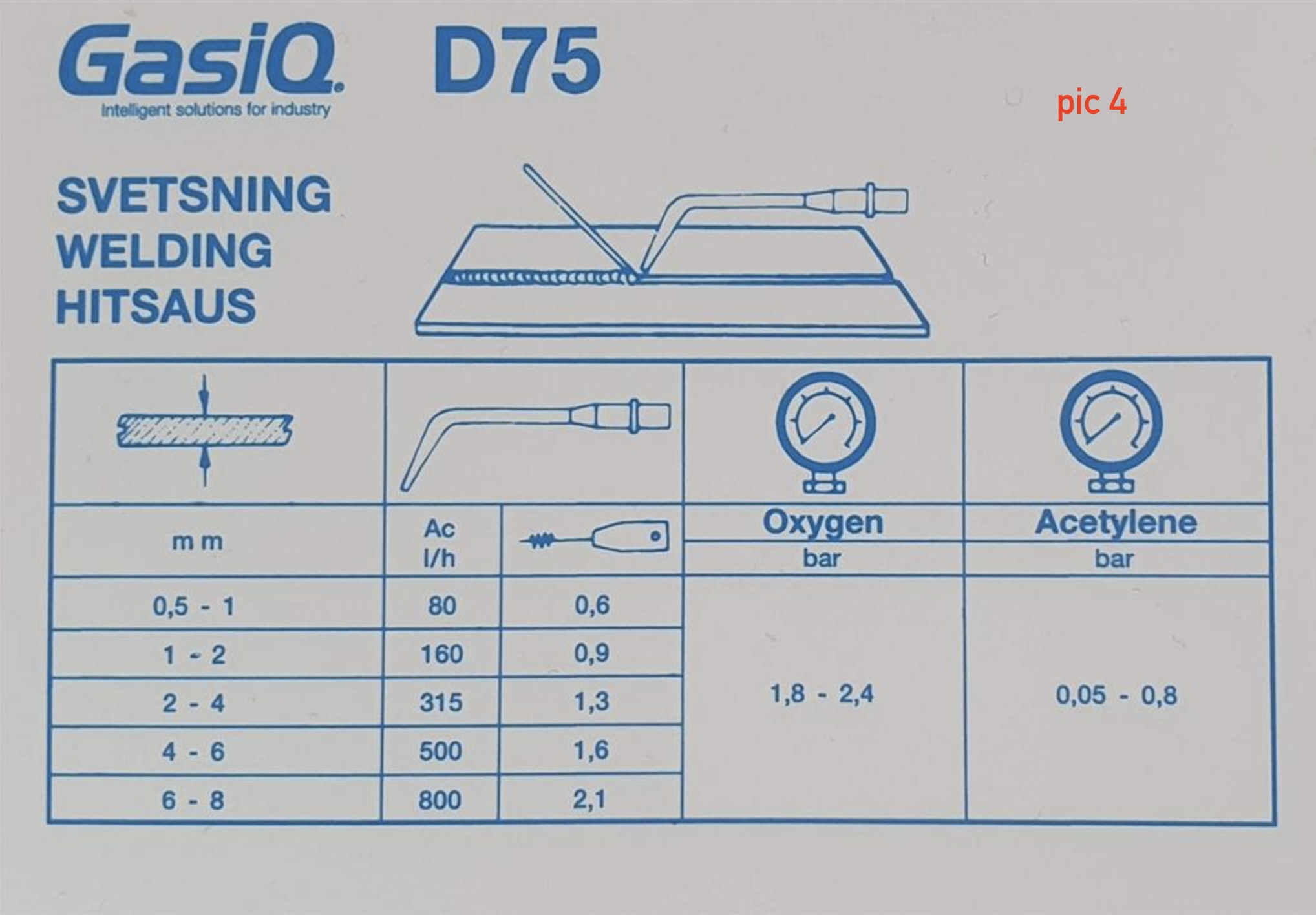
Неправильно настроенное выходное давление из газовых баллонов. Давления ацетилена не должено быть выше 0,2-1,2 бар, даже если кислород подается с давлением 3 бар. Смотри таблицу соотношения мощности газовой горелки и давления на выходе из редуктора. pic — 4
Перегрев сопла сварочной горелки, что приводит к самовоспламенению смеси газов еще до выхода ее из горелки.
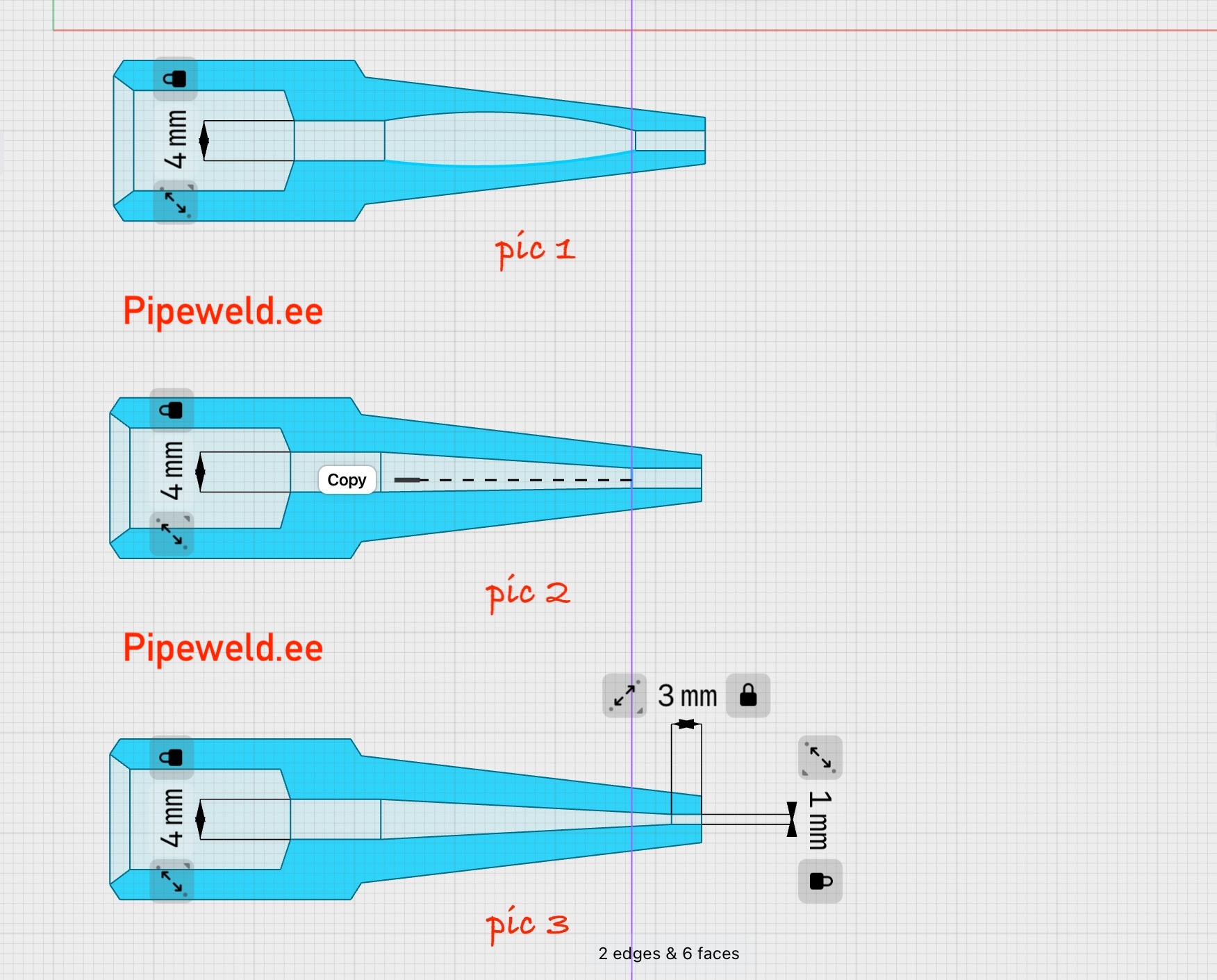
В мундштуке слишком большая выработка, связанная с износом либо с неправильным использованием, из-за чего нет соосности входного и выходного отверстия в мундштуке. См. pic — 2
Бочкообразная форма сужающейся части канала и конфузора — заменить мундштук. См. pic — 1
Уменьшение длины выходного участка канала менее 3-х диаметров выходного канала — заменить мундштук. См. pic — 3
в разрезе устройство мундштука и дефекты важные при работе с непроваром
важный аспект при сварке газом и работой с непроварами
Работа инжектора сварочной горелки
Из вышеперечисленных причин возникновения обратного удара самые важные для нас:
Скорость потока газовой смеси (настройка давления в шлангах + инжектор).
Правильная пропорция смеси (инжектор).
Пришло время поговорить об инжекторе, который отвечает за смешивание газов в правильной пропорции.
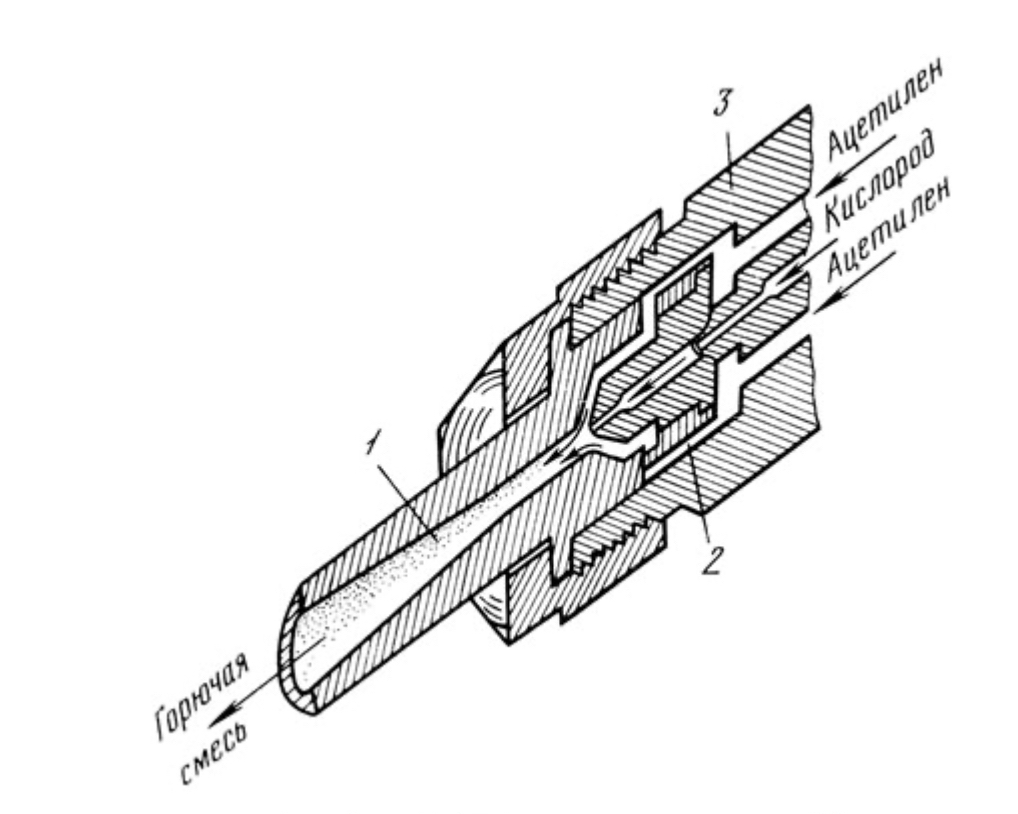
Инжекторные горелки имеют устройство, обеспечивающее подачу горючего газа (ацетилена) низкого давления в смесительную камеру за счет всасывания его струей кислорода, подводимого под более высоким давлением.
Такое устройство называется инжектором, а явление подсоса — инжекцией.
Вот его устройство:
Устройство подсоса ацетилена за счёт всасывания кислорода в инжекторе при сварке
Методы тестирования сварочной газовой горелки перед началом устранения непровара и других дефектов.
Перед началом работы с любой новой горелкой и мундштуком следует обязательно проверить работу инжектора. Это можно выполнить простыми действиями:
Открутить с горелки ацетиленовый шланг, затем открыть подачу кислорода на горелке, также полностью открыть подачу ацетилена на горелке и прислонить большой палец к входному ниппелю ацетилена на горелке (откуда вы только что открутили ацетиленовый шланг), и убедиться в создаваемом разрежении (палец должен присасываться к ниппелю).
Именно это разрежение в ниппеле показывает, что ваш инжектор работает исправно.
Но если быть более точным:
Установлено, что разрежение в ацетиленовых каналах перед инжектором находится в пределах 35-275 мм ртутного столба у незажженной горелки и 25-50 мм ртутного столба у зажженной.
Заметка: заметное падение давления при зажженной горелке, на мой взгляд, вызвано тем, что при горении кислород не открывается на полную мощность, поэтому и есть такая разница.
А вы как думаете?
Техника безопасности и личная ответственность при сварке газом, да ещё и самодельный горелкой — ВАЖНО!!!
Я прочитал достаточно много литературы на тему, как работают ацетиленовые горелки, на что надо обратить внимание при их эксплуатации. Я лично нашел ответы на все вопросы, которые меня интересовали.
Но я ни в коем случае не могу брать на себя ответственность за то, какие выводы лично вы, либо ваши знакомые будут делать из этого материала, поэтому вы должны понимать, что ответственность лежит исключительно на вас.
Разработка и создание своей горелки с учетом вышеописанных правил
Я для себя решил, что самый важный и хрупкий механизм в горелке — это инжектор и смеситель, который идет сразу после инжектора. Поэтому если я хочу создать свою собственную горелку, то мне надо подобрать уже действующий заводской инжектор со смесителем и к нему адаптировать мой медный капилляр, который продается в больших строительных магазинах в Европе либо на онлайн-площадках. Моя трубка сделана из латуни (латунь — это идеальный материал для использования в горелках подобного типа), её наружный диаметр 2 мм, стенка 0,5 мм, соответственно канал газовый 1 мм в диаметре.
В моем случае я много экспериментировал и пришел к тому, что если ваша латунная трубка будет порядка 150-250 мм длины, то вы можете использовать инжектор и смеситель от заводского мундштука на 500 л. Причем мундштук вам нужен медный, который гнется вот такой модели —
R!MAC Svetsinsats till G11 Flexibel 500L. = Спроси у гугл
идеальный вариант для наших целей
Отпиливаем медную трубку от горелки, оставляя 2–4 см, припаиваем к ней наш капилляр, и вуаля — горелка готова к тестированию.
Тестирование горелки при ремонте усадки, непровара и других дефектов.
Установить правильное выходное давление на обоих баллонах (смотри рисунок pic 4 ).
Проверить разреженность давления в месте подачи ацетилена (Методы тестирования газовой горелки перед началом работы описаны выше).
Провести первый поджог горелки и отрегулировать горение пламени до нормативов.
Если у вас не получается выйти на устойчивое горение и при этом вы хорошо понимаете, как настраивать стандартную ацетиленовую горелку, то, скорее всего, при пайке латунной трубки слишком много олова было залито внутрь медной трубки, и это олово частично либо полностью перекрыло проход газа в латунную трубку. В этом случае вам придется переделать вашу горелку.
Если вам удалось выйти на устойчивое горение, то можете начинать тестовый процесс сварки длительностью 1-2 минуты. После потушите горелку и потрогайте голой рукой инжектор. Если он не греется в процессе сварки, значит, все отлично и ваша горелка прошла первый тест.
Далее вы можете переходить на более длительные тест процесса сварки в угол, скажем, 3-5 минут. И на самом деле это был последний тест для моей горелки, поскольку на практике я знал, что для моих целей я буду работать этим мундштуком не более 2 минут для исправления корня сварочного стыка в трубе. Притом что труба — это замкнутое пространство, и температура будет повышаться быстрее, поэтому при наружном тесте я решил увеличить время теста как минимум вдвое.
Если ваш инжектор греется до температуры, превышающей 200 градусов, это значит, что в вашем инжекторе повышен риск возникновения обратного удара — самовозгорания газовой смеси в инжекторе. В этом случае я замерял более точно, до какой температуры нагревается инжектор и за какое время сварки в угол. Самовозгорание смеси происходит при температуре 300 градусов. Рабочая температура заводского инжектора не превышает 40-50 градусов.
Заметки по работе с новой горелкой — сварка корня шва.
Только лишь при работе горелкой с дефектами на корне шва (усадка, несплавления, и другие) через сварочный зазор я заметил иногда резкое затухание горелки. Причем этот эффект не всегда проявлялся, но иногда был очень ярко выражен. После долгих проб, тестов и предположений 100% выхода из этой ситуации не было найдено, но тем не менее. Надо обеспечить проветривание воздуха в трубе для лучшего горения.
Другие интересные заметки
Непровар, поры, несплавления, глубокие поры, усадку и другие дефекты на любом металле можно исправить этим методом. Проверено лично, но, конечно, нужна сноровка!
Для нормальной работы горелки диаметр выходного канала мундштука должен быть равен диаметру канала смесительной камеры, а диаметр канала инжектора — в 3 раза меньше.
Горелки типов Г2 и Г3 с любым сменным наконечником должны засасывать воздух из атмосферы через открытый ацетиленовый штуцер в количестве не менее номинального расхода ацетилена при максимальном давлении кислорода, установленном в технических условиях на конкретную модель горелки.
Номинальный расход ацетилена для каждого наконечника горелки, установленный в технических условиях на конкретную модель горелки, должен достигаться при минимальном давлении ацетилена и свободном горении пламени при полностью открытых вентилях.
Металлические детали горелок должны изготавливаться из латуни.
Вопросы, предложения, оставляйте в комментариях под этой статьёй.
Горизонтальный прокол для укладки трубопровода и интересные нюансы
Существует технология, называемая горизонтальным проколом, обычно выполняемая с помощью очень дорогостоящего оборудования. Однако это не единственная технология, и во многих случаях можно найти альтернативы.
Часто доступные альтернативы не предлагаются всеми подрядчиками, но вам желательно знать, что они существуют.
Всё зависит от деталей вашего прокола, таких как доступное пространство для размещения оборудования, твёрдость грунта и другие факторы. Не все эти нюансы лежат на поверхности, поэтому советую обратиться в несколько компаний перед тем, как принять решение.
Однако простому обывателю стоит знать о методе управляемого прокола
Он требует меньшей строительной площадки для прокола, но также требует приямка, в то время как метод ГНБ (горизонтально направленного бурения) не требует приямка, но техника более массивная и дорогая.
Метод управляемого прокола работает с грунтами до 3-й категории включительно.
Как удешевить горизонтальный прокол
Если грунт имеет твердость до 3, то можно сократить стоимость за счет использования альтернативного, но также профессионального оборудования.
Мы не раз сталкивались с необходимостью провести прокол, например, под железной дорогой. Сравнивая ценовые предложения от местных компаний, использующих дорогостоящее оборудование, мы обнаружили, что цены нас не устраивали. Это вызвало необходимость поиска альтернативных технологий для горизонтального прокола.
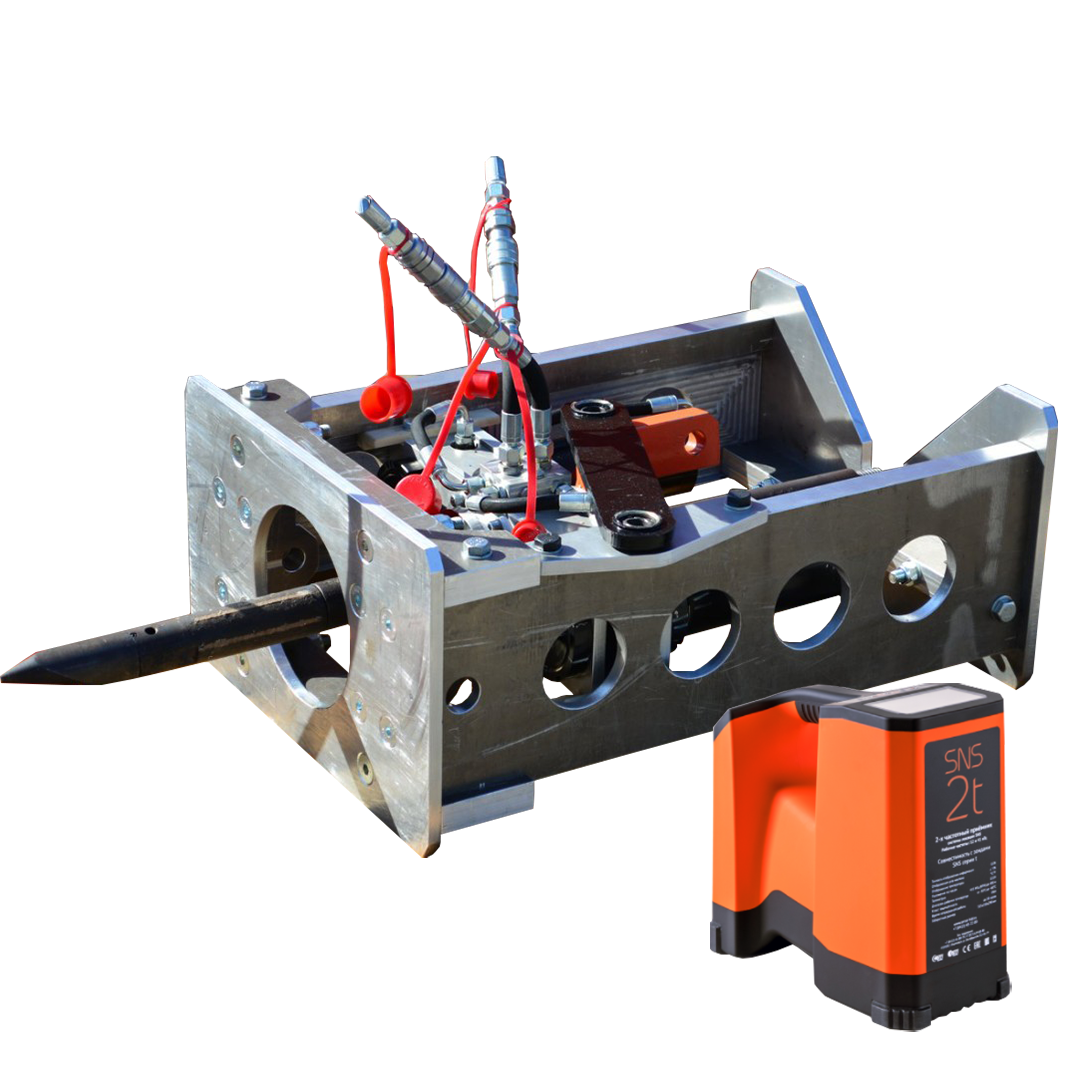
Вот как выглядит дорогостоящее оборудование:
С 2018 года мы успешно сотрудничаем с компанией Mempex.by, которая с 2001 года занимается разработкой различного оборудования для горизонтального бурения.
* Установки высокоточного горизонтального прямолинейного шнекового бурения под контролем лазерной системы.
* Установки управляемого в плане и профиле прокола грунта под контролем локационной системы.
* Оборудование бестраншейной замены трубопроводов (санация методом разрушения в грунте) как с сохранением, так и с увеличением диаметра трубопровода.
* Вспомогательные инструменты и устройства, облегчающие труд строителей и обеспечивающие безопасное выполнение работ.
Mempex имеет ряд патентов на свое оборудование, и их подход действительно впечатляет. Компания изобретает, конструирует и производит качественное оборудование.
Если кратко описать процесс бурения, то нужно выкопать приямок на глубину прокола, установить опалубку по периметру приямка, затем в приямок опускается установка УМ-20, которая бурит до 160 мм на длину 60 метров при весе всего 114 кг. После этого начинается магия.
Хотя установка выглядит очень просто по сравнению со скандинавским оборудованием, она выполняет ту же работу и стоит в два раза дешевле. При этом бурение управляется по плану и горизонтали.
Такое чудо техники производят специалисты из Беларуси.
Рыбак рыбака видит издалека — инструмент, экономящий время.
Мы занимаемся строительством различных энергетических систем уже более 20 лет. Наш основной профиль — сборка и лицензионная сварка индустриальных трубопроводов.
Проверенный временем дизайн
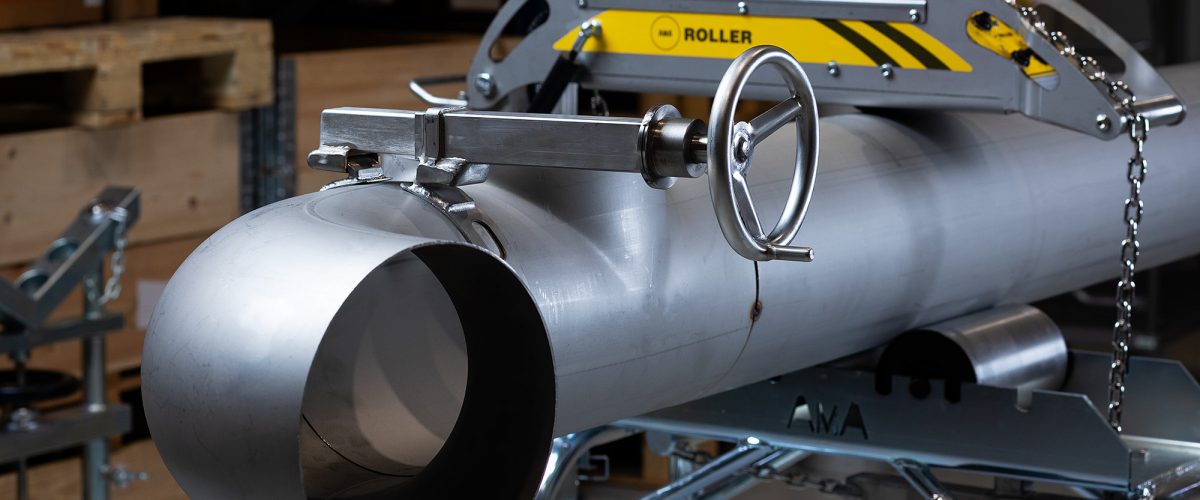
Еще в начале своей карьеры в 2005 году я встречал на различных объектах переносные роллеры, точно такие же, как и АМА роллеры. Я сам на них работал и тогда отметил, что устройство, хоть и простое, но очень полезное.
Первые роллеры в нашу компанию мы купили примерно в 2008 году. Тогда для нас это была инвестиция, но, честно говоря, мы не рассчитывали срок окупаемости и не искали альтернативы. Мы просто покупали оборудование, которым все пользовались.
За последние годы АМА расширила линейку своих продуктов, и мы также с удовольствием покупаем их.
Особенно хочу отметить трубные кольцевые центраторы. Устройство простое, и казалось бы, всё понятно, как его использовать, но на практике наши монтажники заметили, что в месте, где разрезано кольцо, происходит самое большое сжатие. Это приводит к неравномерному распределению давления по кольцу. Для некоторых это может показаться недостатком, но наши ребята адаптировались и используют этот факт как преимущество. Это помогает, когда нужно состыковать овальный отвод к трубе либо когда стыкуемые детали имеют разную толщину и нужно равномерно распределить разницу по всей окружности стыка.
Простота, точность и прочность
Весь инструмент, который мы покупаем для монтажа трубопроводов, приобретается с целью упростить процесс монтажа и, как следствие, ускорить процесс сборки и сварки индустриальных трубопроводов. Инструмент от АМА отличается простотой, точностью и прочностью, и требует минимального обслуживания.
Окупаемость в сфере строительства индустриальных трубопроводов
Я считаю, что если мы рассматриваем сферу индустриальных трубопроводов, то окупаемость в среднем займет 2-3 месяца на каждую 1000 евро инвестиций в инструмент АМА. И это очень выгодная инвестиция, поскольку инструмент будет служить вам десятки лет, и ваши работники оценят эту покупку.
Три года назад, волею судьбы, я встретился на катке со своим знакомым Антоном Машенистовым. Надо сказать, что Антон уже не первый год был капитаном футбольной команды FC NPN Silmet моего родного города Силламяэ в Эстонии. Из разговора я понял, что он строил планы на следующий сезон 2021 привлечь новых игроков в свою команду по футзалу и верил, что выиграть Кубок Эстонии вполне реально.
Вера в себя и тяжелая работа приносят плоды.
Мне захотелось помочь нашей команде, в итоге Pipeweld.ee выступило в роли спонсора. Следующий сезон 2021 года для команды прошел достаточно активно, удалось привлечь много новой молодежи из города.
В 2022 году молодежь уже стала показывать хорошие результаты, и команда стала подбираться к плей-офф.
В 2023 году они заняли второе место в кубке. Что привлекает большой интерес к команде с стороны других более крупных спонсоров.
В 2024 году команда, имея всего одного легионера, выиграла все возможные кубки по футзалу и получило возможность играть в уефа чампион лиге.
Партнёрский договор на сварочные работы при сборке и монтаже котельных.
Наша компания с 2022 года подписала партнёрский договор с Exergisystem, которая занимается разработкой модульных паровых котлов для процессной индустрии. Надо сказать, что решения действительно очень интересные и с огромным потенциалом. Всё дело в том, что им удалось разместить компоненты в контейнере так, что их вполне можно обслуживать. Но самое главное, что котёл работает на возобновляемом топливе, пеллетах, и теперь котельная — это движимое имущество, что добавляет дополнительные плюсы этому решению.
Что подразумевает сварка труб в нашем соглашении с Exergi?
Сварка труб — этот термин подразумевает сборку и сварку металлических труб в соответствии с заданными стандартами. В нашем случае используется основной европейский стандарт EN 13480, по которому производится проектирование, выбор материалов, монтаж трубопровода и документация.
Для оказания полного спектра этих услуг потребуется также выполнить квалификацию сварочной процедуры (WPQR) по стандарту ISO 15614, разработать спецификацию сварочной процедуры (WPS), по которой будет происходить процесс сварки труб, и, конечно же, необходимо сертифицировать сварщика по стандарту ISO 9606-1. Таким образом, за термином сварка труб скрываются серьезные требования.
Скорость — это энергия.
Оказывается, горение древесины при определённых условиях может происходить с той же скоростью, как и горение природного газа — как вам такое заявление?
Да-да, именно так!
Если мы высушим древесину до влажности 2-5% и повысим её плотность за счёт сжатия при формировании пеллет, то чудо не произойдёт, но мы уже значительно повысим скорость горения. И для паровых котельных мощностью 2-4 мегаватта такого топлива вполне достаточно, чтобы поспевать за технологическим процессом предприятия, на котором будет установлен такой модульный котёл.
В следующий раз расскажу, что надо сделать, чтобы достичь скорости горения как у газа.
Сварочные работы во время врезки — это критическая часть.
Каждое подключение новой модульной котельной подразумевает остановку производственного процесса предприятия, а это всегда потери для предприятия, и поэтому их надо минимизировать.
Задача всегда одна — сократить срок врезки и продумать план Б, если что-то пойдёт не так.
Кажется просто, но подразумевает несколько этапов:
планирование,
3D-сканирование,
производство чертежей,
префабрикация и сварка труб,
контроль качества,
опрессовка,
релокация рабочей силы на время врезки,
проверка по месту,
врезка,
НДТ,
запуск оборудования.
Всего 11 пунктов, плюс техника безопасности и пару десятков термосов кофе.
В общем-то, ничего нового для нас, всё знакомо, но без планирования такую работу не проведёшь. За свою практику я провёл более 50 врезок, от малого до огромного диаметра трубопровода. Хочу сказать, что моё личное отношение к каждой из них не поменялось — это серьёзная работа, где на кону стоят большие риски.
Захлёст технологический с врезкой отвода в не подвижные плети трубопровода (мёртвые концы).
Что такое Захлест и Врезка?
1. Захлест это — соединение двух участков трубопроводов в месте технологического разрыва.
2. Захлест это — кольцевой стык, соединяющий плети труб после их укладки в проектное положение и засыпки.
Из приведённых определений, на мой взгляд, второй вариант является более точным.
Происхождение
Очевидно, что само название произошло из технологии, когда одна плеть ложится на другую перед тем, как специалист производит разметку, резку и сварку трубопровода.
Дополнение: Захлест всегда представляет собой соединение прямых плетей трубопровода.
Врезка
1. Врезка в контексте монтажа трубопровода — это процесс создания нового ответвления или подключения к уже существующему трубопроводу.
2. Врезка это — специальное сварное соединение, выполняемое в процессе строительства или ремонта нефтепровода, которое непосредственно соединяет основную трубу с ответвлением.
Дополнение:
Врезка может выполняться как под рабочим давлением, так и с полным сбросом давления в магистрали. Она может осуществляться посредством отводов, тройников, прямых участков трубы или вставок при замене отрезка трубы, а также с использованием других специфических деталей. В нашем случае технология применяется исключительно с полной остановкой магистрали на время проведения врезки, однако возможны врезки вставок, тройников, отводов, переходов, вентилей и других элементов.
Примечание: Технологию, описанную ниже, можно использовать как для врезки, так и для захлестов.
Плюсы технологии
Точная подгонка с минимальным внутренним напряжением трубопровода
Высокая скорость монтажа
Риски промахнутся = 0
1. Подготовка к захлесту и врезке отвода в технологический трубопровод
Вам надо вырезать из ровной фанеры два прицела.
Прицел из фанеры толщиной 14 — 20мм, должен быть минимум на 100мм длинней диаметра трубопровода по ширине и в два раза + 100мм по длине.
Совет — перед использованием прицела всегда проверьте его прямолинейность.
2. Укладка отвода на плети трубопровода
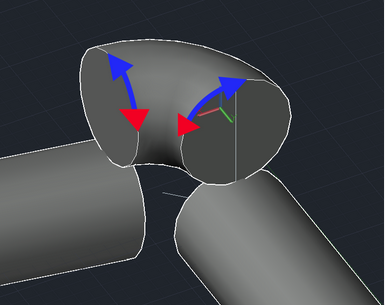
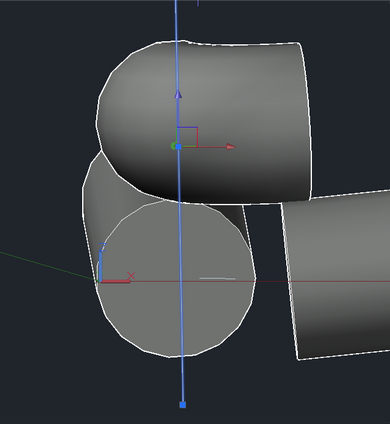
Укладываем отвод сверху на концы трубопровода, при этом нам важно:
выбрать идеальную позицию отвода с меньшим углом перелома:
установить соосность вертикальных осей обеих сторон относительно выпущенных концов:
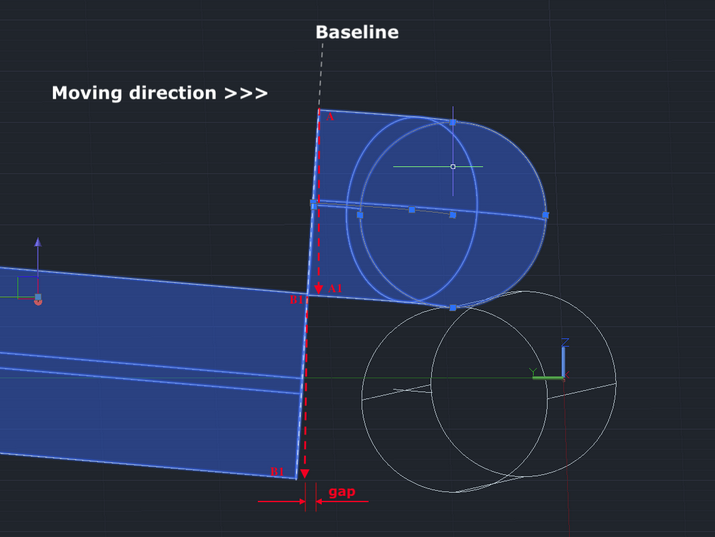
3. Разметка базовой линии на технологическом трубопроводе
Прикладываем фанерные прицелы к обоим торцам отвода и может аккуратно перенести базовую линию на концы трубопровода, но важно не торопитесь резать по этой базовой линии.
4. Почему нельзя резать по базовой линии?
Все дело в том, что мы рассматриваем случай когда оси трубопровода не встречаются в центре отвода, по одной из трех плоскостей либо по всем трем. Другими словами концы уложены не корректно, а сдвинуть их нет возможности.
Пояснения:
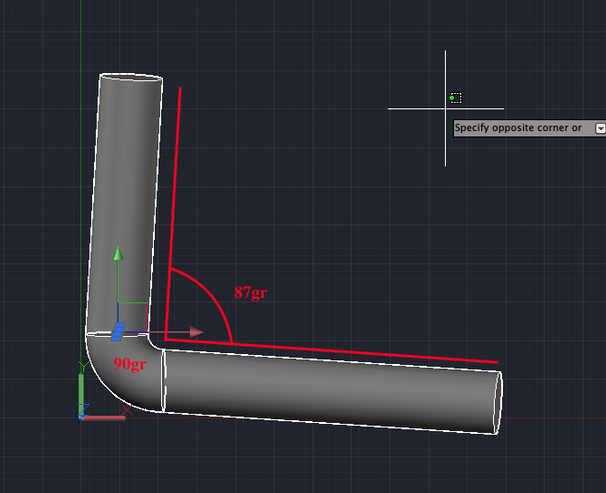
Поскольку мы опускаем отвод сверху в вертикальной плоскости (а это вид сверху) в этой плоскости нам неважно какая погрешность есть по осям, она может быть 5 градусов и даже больше.
А вот в горизонтальной плоскости (это вид сбоку) имеет большое значения. Поскольку отвод мы будем опускать прямо перпендикулярно относительно земли. Тогда точка А перенесется в А1, а точка В перенесется в В1, на этом примере мы видим, причину образования критического зазора, обозначенный GAP на рисунке.
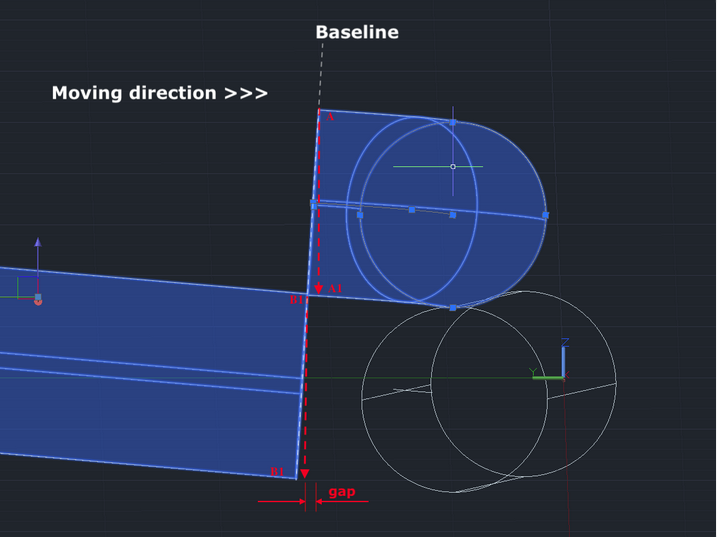
5. Перенос базовой линии на место фактического реза трубопровода
В этом примере вам надо переместить базовую линию (Baseline) на расстояния GAP, по направлению в право см. стрелку (moving direction >>>)
Важно понимать, что может быть и обратное явления когда образуется вылет, а не зазор. В этом случае вам надо переместить базовую линию (Baseline) на расстояния (Overhang) по направлению в лево см. стрелку (moving direction <<<)
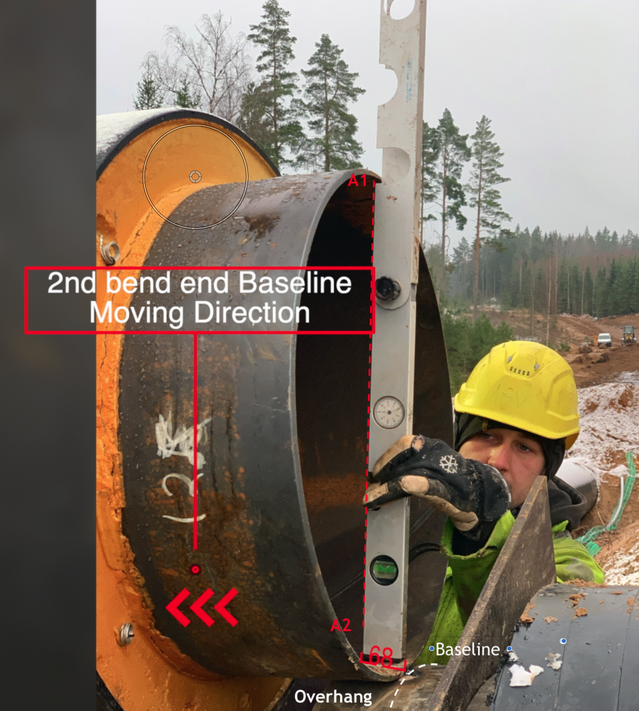
6. Технология переноса базовой линии на место фактического реза
Для переноса фактической линии реза (baseline) вы вполне можете использовать прицел из фанеры.
7. Подгонка деталей и резка трубопровода
После вы можете осуществить резы по перемешенной базовой линии, и уже начать прикладывать отвод к плетям трубопровода, возможно вы найдете какие-то не значительные погрешности которые нивелируются в рамках слесарной подгонки.
Важно понимать, что отвод должен прийти на место точно в таком же пространственном положении как вы его установили в пункте 2. (Укладка отвода на плети трубопровода) данной инструкции. Для этого желательно не снимать отвод со стропы в течении всего монтажа, либо сделать метки для стропы.
8. Монтаж отвода
После всех проделанных операций, осталась последняя монтаж отвода, он должна быть выполнена специалистом монтажником.
Вот ещё один вариант использования этих нехитрых приспособлений для врезки на прямых участках.
Vi använder cookies för att se till att vi ger dig den bästa upplevelsen på vår webbplats. Om du fortsätter att använda denna webbplats kommer vi att anta att du godkänner detta.Да














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}